

2025.01
14
日本酒造りに蒸した米を使うのはなぜ?- 理由や道具、歴史を解説
私たちが普段食べているご飯はお米を炊いたものですが、日本酒造りには蒸した米を使います。この米を蒸す工程を「蒸きょう(じょうきょう)」または「蒸し」といいます。
蒸米は、日本酒造りに欠かすことのできない米麹作りに使われ、酒母、醪にも添加されます。蒸米の出来は、その後の工程や品質に大きな影響を与えるため、蒸きょうは酒造りの一つの要であるといえます。
今回の記事では、蒸きょうの目的や道具、歴史について学んでいきましょう。
蒸きょうの目的

日本酒造りにおいて、なぜ米を炊かず、蒸す必要があるのでしょうか。そこには、日本酒造りに欠かすことのできない微生物の働きが関わっています。
蒸きょうの第一の目的��として、米を麹菌が生えやすく、生成した酵素の作用を受けやすい状態にすることが挙げられます。生米のでんぷんは、ブドウ糖の鎖同士が接近、接触し、結晶のような構造をしています。そのため、そのままでは麹菌が生成する酵素がでんぷんの鎖と鎖の間に入り込むことができません。そこで、生米を浸漬し、蒸気で加熱することでブドウ糖の鎖同士を離し、酵素が入り込む隙間ができるようにします。この状態を、でんぷんのα(アルファ)化といいます。
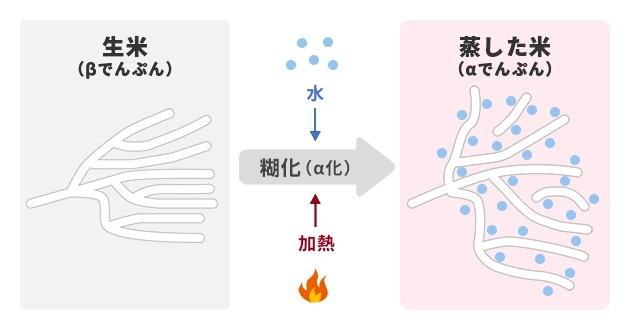
日本酒造りには、完全にα化され、適度な形を保ち、表面がベタつかない蒸米が適しているとされ、このような米の状態は昔から「さばけがよくて外硬内軟(がいこうないなん)」と表現されています。炊いた米の水分量は60〜70%であるのに対し、蒸米は麹菌が生育しやすい水分量30〜40%になるように調整されます。
蒸米の硬軟や水分量は、製麴や醪の工程における溶解に大きく影響を与え、水分が多いと米が溶けすぎてしまい、発酵のコントロールが難しくなります。蒸米の水分量の調整にあたっては、浸漬の工程も大きく関わっています。
浸漬について詳しくはこちらまた、熱を加えることでタンパク質をコントロールし、好みの酒質にする目的もあります。日本酒のうま味やコク、苦味や雑味の元となるアミノ酸は、麹菌が生成する酵素の働きによって、米に含まれるタンパク質が分解されることで生じます。米の中には主にグルテリンとプロラミンと呼ばれる2種類のタンパク質が含まれており、このうち、グルテリンが加熱によって変性すると、酵素の作用を受けにくくなります。
そのため、適度にタンパク質が変性すると、酵素によって分解されて生じるアミノ酸が適正な量となり、雑味の少ない酒質になることが期待できます。しかし、タンパク質の変性が過度に進んでしまうと、生成するアミノ酸が少なくなり、酒質が単調になる傾向があります。
米を加熱殺菌することで、安全に製造をすることも蒸きょうの目的として挙げられます。加熱することで、生米に付着していた微生物を殺し、麹菌以外のカビやバクテリアが繁殖するのを防ぐことができます。蒸した米を使用することは、発酵期間の安定した温度管理も可能にし、酒母を育成する工程では野生酵母の侵入の防止、発酵工程では乳酸菌の汚染を予防することができます。
蒸きょうの道具
蒸きょうに使われる道具として、伝統的に使われている甑(こしき)と近代に開発された連続蒸米機が挙げられます。
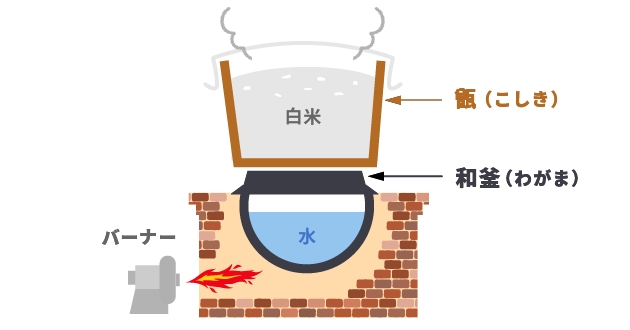
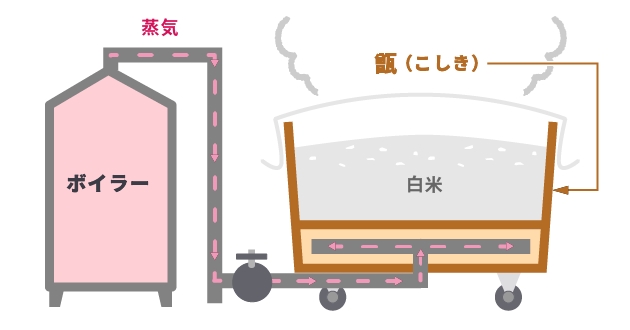
甑

甑とは、大型のせいろのような蒸し器のことで、桶の底に穴を開けたような形状をしています。素材は木製または金属製で、伝統的に杉が使われてきました。熱源としてはバーナーやボイラーが使われており、最近は電気式のものが使われることもあります。かつては和釜に張った水を沸かして蒸気を得るのが一般的でしたが、現在は和釜を作ることのできる職人が減少しており、使用する蔵も減少しています。
甑を使う上で、大きなポイントになるのがムラができないように蒸すことです。
まず、蒸気を分散させるため、穴の上にコマと呼ばれる凹凸のある木片を置き、その上にサナと呼ばれる簀(すのこ)状の板を乗せたあと、麻布や耐熱性のある化学繊維の目の荒い布を敷き込みます。内表面に蒸気が凝縮して水滴が生じ、甑に接した部分の米が柔らかくなる「甑肌」や「肌めし」と呼ばれる状態になるのを避けるため、甑の周りを保湿したり、擬似米・擬似米布を使ったりして、蒸気が直接浸漬米に当たるのを防ぐ工夫もされています。
浸漬米を入れる際も、蒸気が均一に抜けるようにします。事前に甑に浸漬米全量を張り込んでおく方法と、一度に全量を入れず、蒸気が抜けるのを待ちながら、都度米を置いていく「抜け掛け法」という方法があります。
抜け掛け法はさばけがよい蒸米ができやすい一方、デメリットとして、火傷のリスクが高いことや、作業人数の少ない規模の小さな酒蔵では取り入れづらい点が挙げられます。そのため、多くの酒蔵では前日に張り込む��方法が一般的です。しかし、暖かい時期には雑菌が繁殖しやすくなるため、注意が必要です。
米を入れ終わったら、帆布などの甑布で蓋をし、浸漬米を蒸しあげていきます。蒸す時間は40分から60分程度で、後半に102〜103℃と高温の乾燥蒸気をあてることで、さばけの良い蒸米にすることができます。
甑は、少量の米でも蒸すことができ、導入時の費用も比較的安く抑えられますが、蒸きょうの作業に人手と時間が必要なこと、蒸米にムラができる可能性があることが難点といえます。しかし、この”ムラができる”という点を上手く利用し、異なる酒米、麹米や掛米などの組み合わせを1回の蒸きょうで行うこともできます。特に吟醸酒造りなどの少量の仕込みの場合は、このデメリットをメリットとして活かし、甑が小回りが効く最適の道具にもなり得ます。
連続蒸米機

連続蒸米機とは、蒸気が吹き出す筒の中に米を入れ、移動させることによって、米を蒸しあげる機械です。ベルトコンベアー式と竪型(たてがた)の2種類があり、ベルトコンベアー式では、コンベアーの上に均一に敷き詰めた浸漬米を走行させ、下側から蒸気を当てながら通過させることで、連続的に大量の蒸米を作ることが可能です。竪型では、垂直円筒の本体の上部から連続的に浸漬米を入れ、底部から蒸�気を送ることで、蒸米を連続的に、または一定のリズムで作ることができます。
連続蒸米機では一度に大量に、均一な蒸米を作ることができる反面、少量の場合は、蒸しムラができないように、冷却で蒸米の温度が冷え過ぎないように注意が必要です。また、設置に費用がかかることや場所を取ることもデメリットとして挙げられています。
蒸米の冷却
蒸きょうのあとは、使用目的に沿った温度になるよう、蒸米を冷却します。通常、目標温度は、麴造りに使用される蒸米が最も高く、次いで酒母の仕込み、醪の初添、留添となります。
蒸米の冷却は、放冷機を使った強制放冷または自然冷却で行われます。強制放冷は、連続蒸米放冷機で行われることが多く、金網のコンベアに蒸米を載せて動かしながら風を送ることで、短時間で冷ますことができます。そのため、温暖な地域や季節、時間帯でもある程度対応することが可能です。

これに対し、自然放冷は筵(むしろ)や簀(すのこ)の上に布を敷き、蒸米を広げて外冷気で冷やす方法で、麹米をつくる場合や寒冷地で行われています。ゆっくりと米を冷ますことができるので、温度が表面から中心部まで均質になりやすいメリットがありますが、吟醸造りの場合は、数時間かけて放冷することででんぷんが劣化し、麹菌が生成する酵素が作用しづら��くなることもあります。蒸米が冷めたあとは、コンベアやエアシューター、または人の手で抱えて移動させ、麹室やタンクに運んで使用します。
蒸きょうの歴史
このように日本酒造りには蒸した米が適しており、現代ではより効率的な機械を使った酒造りが行われていますが、蒸きょうの工程はどのように発展したのでしょうか。
酒造りに蒸米が使われるようになった背景として、昔は蒸米が一般的だったことが挙げられます。平安時代頃まで、食用の米も現代のような炊飯ではなく、甑で蒸した「強飯(こわめし)」と呼ばれるものでした。遺跡の出土品から、少なくとも奈良時代には、すでに米を蒸すために甑が使われていたことが分かっています。
また、奈良時代初期に編纂された『播磨国風土記』(716)には、日本酒の原型といえる米麹を使った酒造りの記載があります。「大神のお供え(強飯)が乾いてカビが生えたので、酒を造って、献上して宴をした」とされており、ここからも蒸米が酒造りに使われていたことがわかります。
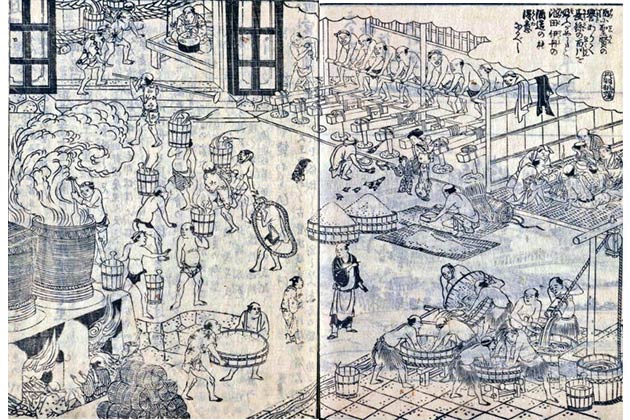
江戸時代の『摂津名所図会』(1796-1798)の日本酒の醸造図にも甑で米を蒸している様子が描かれています。
明治時代に入ると、蒸きょうの方法にも変化が見られるようになります。��明治25年(1892年)には、三重県の酒造家伊藤伝七が、熱源としてボイラーを導入し、蒸きょうに活用。明治35年(1902年)に山形県大山町酒造研究所が発酵した『清酒醸造法』には抜け掛け法が採用されていたと記載されています。大正時代に入ると、丸亀税務監督局の講本(1917)や、大阪財務研究会発行の『日本醸造法』(1919)にも記載がされており、抜け掛け法が一般的になったことがわかります。
戦後、高度経済成長期には、蒸きょうの機械化が飛躍的に進みます。昭和32年(1957年)には蒸米放冷機ができ、全日本醸造機器用品展示会に出品されると、瞬く間に全国で採用されました。そして、昭和37年(1962年)には大倉酒造研究室(現在の月桂冠株式会社)がコンベアー式の連続蒸米機を開発し、工場で実用化に至っています。その後、昭和49年(1971年)には、綾秀雄が竪型連続蒸米機を開発しています。
一方で、昭和30年代からの醸造の機械化、醸造量の増加に対応した結果、昔から使われていた和釜は、数年にして連続蒸米機にとって替わられてしまいます。昭和40年代の始めには和大釜の生産がされなくなるなど、時代の流れとともに姿を消していきました。
まとめ
今から1000年以上前から江戸時代まで、日本では長きにわたり、薪を熱源に甑と和釜を使って米を蒸していました。そこに文明開化、高度経済成長の波が到来。蒸きょうの工程ひとつをとっても、酒造りの機械化、効率化の発展速度は、目を見張るものがあります。
今日の酒造りでは、連続蒸米機や冷却機などを採�用する蔵が一般的である一方で、木製の甑や自然冷却で酒造りを続けている蔵もあります。それぞれに良し悪しがある道具や方法の選び方にも、酒蔵のこだわりが現れると言えそうです。
参考文献
・公益財団法人日本醸造協会編『増補改訂清酒製造技術新版』(日本醸造協会, 2009)
・公益財団法人日本醸造協会編『最新酒造講本』(日本醸造協会, 2007)
・公益財団法人日本醸造協会編『酒造教本』(日本醸造協会, 2009)
・日本酒造組合中央会編『商品製造知識育成講座 前期過程テキスト』(日本酒造組合中央会, 2020)
・勝木慶一郎コラム「勝木氏コラム第八話蒸し米」(閲覧日:2024年9月26日)
・秋山裕一「IV.蒸し」(日本釀造協會雜誌, 70巻4号, 1975)
・国税庁「日本の伝統的なこうじ菌を使った酒造り調査報告」(2021)
・奥田教広「醸造機械業界のことなど」(日本釀造協會雜誌, 70巻12号, 1975)
・日本釀造協會雜誌編集部「昭和46年度における酒類の研究業績」(日本釀造協會雜誌, 67巻4号, 1972)
・山下勝「清酒蒸米用和大釜・三州釜」(日本醸造協会誌, 98巻3号, 2003)
Pickup記事

2021.10.27



話題の記事




人気の記事



2020.06.10
最新の記事

2026.07.14



2026.06.23


