

2021.11
11
「速醸(そくじょう)」ってどんな日本酒?日本酒の9割が採用する製法を学ぶ
「速醸」とは、「生酛」や「山廃」と同じく酒母の造り方を指す言葉です。現代ではほとんどの日本酒が速醸で造られているため、日本酒好きのなかに「速醸を飲んだことがない」という人は少ないはず。しかし、速醸とは何かを問われて、即座に答えられる人もあまり多くないかもしれません。
そこで今回の記事では、速醸をテーマに、生酛や山廃との違い、開発の経緯、具体的な製造工程などを解説します。私たちになじみ深い速醸という製法について、今改めて学んでみましょう。
速醸とは?
日本酒を造るときには、大きなタンクで発酵を始める前に、まず米と米麹、水を混ぜ合わせて「酒母」を作ります。酒母は、アルコール発酵を担う酵母を大量培養するためのもので、日本酒造りの土台ともいえるでしょう。そして、その酒母を造る方法の一つが「速醸」です。
関連記事:日本酒の「酒母」とは?速醸とは、人工的につくられた乳酸を直接添加して酒母を育成する方法です。乳酸を添加することで、酒母を酸性に保ち、雑菌や微生物の増殖を防ぎます。その結果、安定した環境で酵母を増やすことができ、効率的な酒造りが可能になります。現在造られている日本酒の約90%が、速醸で造られた酒だといわれています。
まさに現代の酒造りの主流となっている速醸ですが、この製法が考案されたのは明治末期頃のことです。それ以前には、酒蔵に生息する乳酸菌の力を借りて乳酸を生み出すしかありませんでした。この造り方は「生酛系」と呼ばれ、「生酛」や「山廃」がここに含まれます。
天然の乳酸菌に協力してもらいながら酒母を酸性にしていく生酛系は、時間だけでなく手間もかかる製法です。環境によっては乳酸が増える前に細菌や微生物が増えてしまうため、それを防ぐために綿密な管理が必要になるのです。
関連記事:生酛の酒母造り、生酛造りの日本酒を学ぶ 関連記事:山廃の酒母造り、山廃造りの日本酒を学ぶそれに対して、最初から乳酸を投入できる速醸系酒母では、乳酸菌が乳酸を作ってくれるのを待つ必要がありません。これによって、酒母をつくるのにかかる期間は生酛系の場合30日程度かかるところ、速醸では15日程度に短縮することができます。
さらに乳酸を入れるとすぐに酸性の安定した環境がつくれるので、気温などに大きく左右されることもなく、一定の品質の酒母を造れます。速醸系酒母の考案によって、造り手の負担が軽減され、質の高い酒が安定して造れるようになったのです。
速醸での酒母造り工程
それでは、速醸での酒母の造り方を工程ごとに見て�いきましょう。ここでは最もベーシックな「普通速醸」を例として説明します。
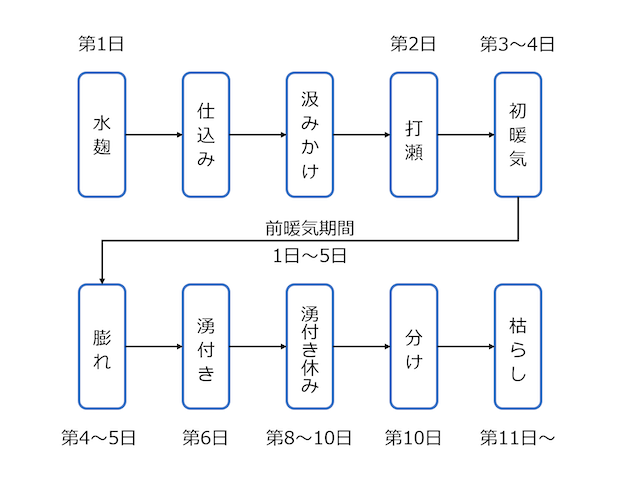
第1日 水麹、仕込み、汲みかけ
【水麹】
酒母タンクのなかに冷やした汲水を入れ、そこに麹・乳酸・酵母を添加します。このとき、水麹の温度は9〜11℃程度になるようにします。
【仕込み】
蒸米を水麹のなかに入れて、よく混ぜます。このとき、仕込み後の温度が18〜20℃になるように、蒸米を50℃程度に冷ましてから投入します。
【汲みかけ】
仕込みが終わったら、酒母の入ったタンクの真ん中に「汲みかけ器」と呼ばれるパイプのような器具を差し込みます。すると次第に、パイプのなかに酵素が溶け込んだ水分が溜まっていくので、その水分をひしゃくで汲んで酒母全体に回しかけます。この操作で、酵素が酒母全体に行き渡らせるのです。

第2日 打瀬
しばらくのあいだ酒母を10℃前後の低温に保ち、酵母の増えすぎを防ぎます。この期間を「打瀬」といいます。4〜5時間おきに軽く櫂入れをして、全体をならします。
第3〜4日 初暖気〜前暖気期間
「暖気樽(だきだる)」という湯たんぽのような器具を酒母タンクの中に入れて、温度を上げていきます。加温によって糖化を促すプロセスです。

第4〜5日 膨れ
加温で糖化が進むと、生成された糖分を栄養分として、酵母が増えていきます。酵母がアルコール発酵をする際に炭酸ガスが放出され、酒母の容積が増すとともに表面に泡が見えはじめます。この泡の出現初期を「膨れ」といいます。
第6日 湧付き
膨れのあと、さらに加温して発酵を促します。炭酸ガスの泡もより多くなり、泡が酒母の表面全体を覆うようになる時期を「湧付き」と呼びます。湧付きの翌日も加温して、温度を20℃程度まで持っていきます。
第8〜10日 湧付き休み
発酵が盛んになると、人間が加温しなくても、酵母自身の発熱によって酒母の温度が20℃程度に保たれるようになります。人間が加温操作を休むこの期間を「湧付き��休み」といいます。
第10日 分け
20℃程度だった酒母を急冷して、アルコール発酵の進みすぎを止めます。盛んな発酵をそのまま放置すると、アルコールや酸が増え過ぎたり酒母温度が上がりすぎたりして、酵母が弱って死んでしまうためです。
第11日〜 枯らし
「分け」以降、酒母を使用するまでの熟成期間を「枯らし」と呼びます。この期間も酒母を低温状態に置き、最終的に7℃程度まで温度を下げます。
参考:黒須猛行「<シリーズ・醸造の基本技術>酒母(1)」(日本醸造協会誌93巻5号, 1998)
速醸系酒母のバリエーション
速醸系酒母には、上で製造工程を紹介したベーシックな「普通速醸」以外に、いくつかのバリエーションがあります。それぞれの特徴を簡単に挙げると、下表のようになります。
| 名称 | 特徴 | 製造期間の目安 |
|---|---|---|
| 普通速醸 | ベーシックな速醸(製造工程は上述) | 14日間 |
| 中温速醸 | 仕込み温度を高めにすることで打瀬と前暖気のプロセスを飛ばし、温度を維持したまま膨�れ・湧付きまで持っていく | 7日間 |
| 高温糖化 | 麹の糖化酵素の最適温度である55℃程度の高温で仕込み、一気に糖化を進める | 7日間 |
| 希薄もと | 通常よりも希薄した状態で仕込み、櫂入れや機械を利用して通気量を高めて酵母の増殖を促す | 7〜10日間 |
| 超速醸(ウルトラセブン) | 高温糖化をベースに、通気をよくしてさらに早く酵母の増殖を進める | 1〜2日間 |
速醸の酒の特徴は?

ただし、現在造られている日本酒のほとんどが速醸であることからもわかるとおり、同じ速醸の酒でも味わいのバリエーションはとても幅広いもの。おすすめの飲み方も、銘柄によっていろいろです。速醸はコントロールしやすい造り方だからこそ、造り手のこだわりをより細かく実現でき、結果的に多彩な酒が生み出されているという考え方もできるでしょう。
速醸という製法だけで��判断するというより、磨きの程度や米の銘柄、そして造り手の想いなど、さまざまな部分に注目しながら、それぞれの酒の魅力的な一面を見つけていく。そんなふうに、色彩豊かな速醸の世界を楽しんでみてはいかがでしょうか。
まとめ
明治末期に考案された速醸系酒母は、効率的かつ品質の安定した酒造りを可能にしました。速醸には生酛や山廃と異なり、気温などの外部環境に影響されにくいため、大吟醸のような繊細な酒であっても比較的低リスクで醸造できます。
今では約90%の日本酒で採用されている速醸系酒母。管理の負担や失敗の危険が比較的少ないこの製法があるからこそ、造り手はほかの部分でリスクをとり、日本酒の新たな可能性を追求できるともいえます。
生酛や山廃に比べると、ラベルに大きく記載されたりわざわざ意識したりする機会も少ない速醸ですが、日本酒の世界を大きく広げてくれた偉大な発明の一つといえそうですね。
参考文献
黒須猛行「<シリーズ・醸造の基本技術>酒母(1)」(日本醸造協会誌93巻5号, 1998)
黒須猛行「<シリーズ・醸造の基本技術>酒母(2)」(日本醸造協会誌93巻6号, 1998)
灘の酒用語集ウェブサイト「速醸酒母・速醸系酒母」
上原�浩『純米酒 匠の技と伝統』(角川ソフィア文庫, 2015)
Pickup記事

2021.10.27



話題の記事




人気の記事



2020.06.10
最新の記事



2026.07.14



