

2020.02
10
日本酒造りの要「麹造り」を知ろう! - プロセスと香味への影響を学ぶ
日本酒のラベルの原材料名には「米」と「米麹(=こめこうじ)」と記載されています。
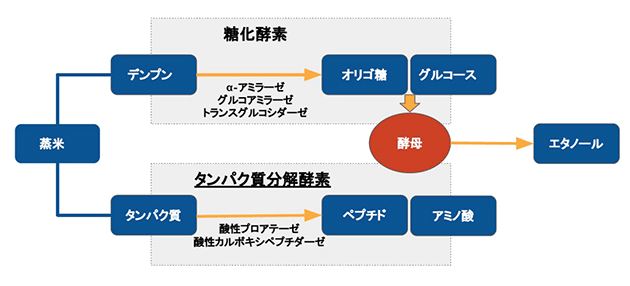
ワインの原材料として知られるブドウ等の果実は自らの糖で発酵が進めばアルコールが発生します。一方日本酒の原料である米には、糖の元となるデンプンは�含まれていますが、糖そのものは含まれていません。米からアルコールを発生させる日本酒造りにはもう一つの原料、麹の働きが必要不可欠なのです。

そもそも麹とはカビの一種である 「麹菌(こうじきん)」 を繁殖させたもので、米のデンプンを糖に分解する役割を担っています。麹の持つ αアミラーゼとグルコアミラーゼといった糖化酵素 がデンプンを糖に分解することにより、はじめて酵母のアルコール発酵が可能になります。また麹にはタンパク質をアミノ酸に分解する酸性プロテアーゼや酸性カルボキシペプチダーゼなどのペプチダーゼ類の酵素も多く含んでいます。アミノ酸は旨味やコクの元にもなりますが、増えすぎると雑味につながります。そのため、麹造りにおいてはこれらの酵素をバランス良く含むように杜氏さん、蔵人さんが技術を磨いています。
この麹造りには およそ2日~3日 を要します。これは酒造りにおいてとても重要かつ繊細な工程とされています。今回の記事では、この麹造りのプロセスと、それが日本酒の香味に与える影響を学んでみましょう。
蒸きょう(じょうきょう)
麹造りにおいて麹菌の活動の肝となるのが 蒸きょう(または蒸米) という米を蒸す工程です。蒸きょうの「きょう」は「食へんに強」と書きます。精米された米を綺麗に洗う洗米、洗った米を水に浸けて水分を吸わせる浸漬(=しんせき)の工程の次に、浸漬した米を蒸します。蒸した米と炊いた米との違いは水分量です。蒸した米の方が水分量が少なく、麹菌の活動に適しています。
蒸し作業は甑(こしき)と呼ばれる大きな蒸篭(せいろ)を使用して行われるほか、「連続蒸米機」と呼ばれる機械が使われることもあります。米が含む水分量によって麹菌の育成スピードや繁殖の量が決まってきますが、洗米・浸漬・蒸きょうの工程すべてにおいて米は水分を吸収し続けます。そのため洗米の工程から細心の注意を払いながら、水分量や各工程にかける時間を見極めていきます。その後蒸しあがった米はあらかじめ設定した温度と水分量に調整するために放冷します。放冷には、蒸米を布の上に広げて外気に晒す自然放冷と、コンベアー状の機械の上に蒸米を広げて冷風を当てる「放冷機」を使う方法があります。

蒸米は 外側が硬く、内側には柔らかさの残る「外硬内軟」と呼ばれる状態 を目指し、仕上げられていきます。この蒸米の水分保有状況が後に見るように麹菌の破精方(菌糸の伸び方)に深く影響を与えます。
引き込み(ひきこみ)、床もみ(とこもみ)
放冷が終わると、蒸し終えた米は 麹室(こうじむろ) に運び込まれます。この作業を 引き込み と言います。麹室 とは麹菌を繁殖させるために高温・多湿で管理された部屋で、温度が約30℃、湿度が約60%に保たれています。また麹菌以外の菌が米に付着しないよう、衛生に気を遣う酒蔵の中でも最も清潔に保つ努力が常になされている場所と言えます。運び込まれた蒸米は麹室で広げられ、その後2~3時間放置し温度を均一にします。

米の温度が均一になったところで「もやし」と呼ばれる麹菌を、��ふるいを使って米にふりかけていきます(種切り)。 ちなみに、日本酒造りで使用される種麹は「黄麹菌」という種類ですが、近年注目を集めているのが 「白麹菌」 を使用した日本酒です。白麹菌はもともと焼酎に使用されているものですが、白麹菌が持つクエン酸が柑橘系の爽やかな酸味をもたらし独特なフレーバーを生み出すことが注目の鍵となっています。また、これまで見てきたように日本酒の甘さや酸味、旨味といった「味」への影響が注目されやすい麹ですが、もやしの銘柄によっては完成した日本酒の「香り」を良くする効果を謳うものもあります。
ふりかけた麹菌が米全体に満遍なく付着するようにしっかりと手で揉みこみ混ぜ合わせていきます。この工程を 床もみ(とこもみ) と言います。床もみ後、麹菌が混ぜ合わさった米を菌が繁殖しやすいように積み上げ、上から布を掛けて保温し床もみの工程が完了します。
ここで使われる布は木綿などの素材のもので、保温には毛布が使われることもあります。新しい素材として、最近注目されているのが登山用品にも多く使われるゴアテックスです。ゴアテックスには透湿性があるため、麹を包んでも余計な水分を飛ばしつつ保温することができます。また、高い防水性を持つため水分も吸収せず、米も付着しにくいため衛生的に保ちやすいのです。

切り返し(きりかえし)・盛り(もり)
床もみの工程が終了し10~12時間寝かされた米は表面が少し乾燥し、麹菌の繁殖により米粒どうしがくっついている状態になります。更なる麹菌の増殖を促すため手で米粒どうしを切り離してかき混ぜることによって全体に酸素を供給する必要があります。この作業を 「切り返し」 と呼びます。また、麹菌の繁殖に適した米の温度にする目的や水分量を均一にする目的もあります。このような工程を複数回繰り返すことにより麹菌が増殖しやすくします。
切り返しを行う時点での米をよく見ると麹菌の菌糸が伸び、破精始めているのが分かります。蒸米が前述の外硬内軟に仕上げてあると、麹菌は米の中心に向かって菌糸を伸ばします。このうち、破精が米の表面を覆わず部分的であり、かつ深く破精込んだ状態のことを 「突き破精(つきはぜ)」 と言います。また米の表面全体に破精がまわり、かつ深くまで破精込んだものを 「総破精(そうはぜ)」 と言います。
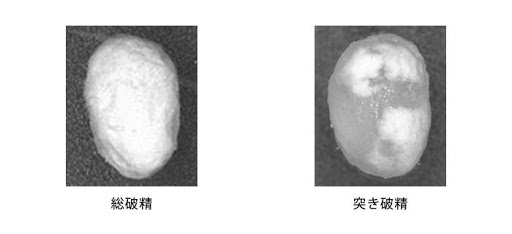
総破精の麹は酵素力が強く、米の甘味や旨味をしっかりと出すことができます。一方突き破精の麹は、適度な酵素力を持つため淡麗できれいな味わいの酒を造��りやすいとされ、吟醸酒向けの麹として造られることが多いです。
切り返しを行った米は、麹菌の増殖により発熱し温度が上昇しますが、温度が上がりすぎると麹菌の活動が鈍ってしまうことから、温度調節がしやすいように再度米を揉みほぐした後、一定量ずつ箱に入れる作業を行います。この作業を 「盛り」 と呼びます。
盛る容器には麹蓋、麹箱、製麹機などが用いられますが、麹の量や温度管理環境、破精方、そして酒蔵の持つ設備によって異なります。 最近では、木製の麹蓋や麹箱に代わり、プラスチック容器を用いる手法が採用されることも増えています。 水分を通す木製容器と違い、プラスチック容器は内部の水分を一定に保つことができます。通常の製麹では麹の乾燥と温度管理による破精込みを同時に進める必要がありますが、プラスチック容器を使う場合には、事前に麹をしっかりと乾かしておくことで、盛り後は破精込みの管理だけを行うことが可能になります。これにより、麹の品質を一定に保ちやすいほか、水分量・温度管理をある程度マニュアル化することが可能になり、複数の蔵人で作業が分担しやすくなる というメリットがあります。プラスチック容器として用いられるのがタライやタッパーであることから「タライ麹」「タッパー麹」などとも呼ばれますが、この手法を考案した上田護國氏の名前をとり「上田流麹造り」という手法です。

仲仕事(なかしごと)・仕舞仕事(しまいしごと)
「盛り」の後、時間の経過とともに再び温度は上昇し、麹菌は繁殖を続けます。 米の温度が目標とされる約35°になった時点で 「仲仕事(なかしごと)」 と呼ばれる工程に入ります。温度が上がりすぎないように麹菌の繁殖によりくっつき始めた米同士を再び切り離し、麹蓋の中に均一な厚みになるように広げます。 広げることにより熱と湿気を逃がし、麹菌が酸素に触れる表面積を増やします。そして布を被せて再び温度が上昇するのを待ちます。
仲仕事を終えて5~7時間経過した米は破精込んで麹の完成に近い状態になっていきますが、40°を超えた辺りからアミラーゼ系の酵素が活発になっていくため、約38.5°まで温度が上がったら再度米全体の温度を均一にし、余分な水分を飛ばすためにかき混ぜて温度の上昇を促します。この工程を 「仕舞仕事(しまいしごと)」 と呼びます。
出麹(でこうじ)・枯らし(からし)
仕舞仕事が終わり、温度を40~43°で保ちながら8~12時間程で麹室から麹を運び出し、麹菌の繁殖を止めます。この作業を 「出麹(でこうじ)」 と呼びます。
仕舞仕事から出麹までの時間は酒母用か醪用そしてそれぞれの蔵が持つ指標に沿って決まります。

麹室から出された麹は、麹室の中に比べて涼しい部屋で広げられ、冷却されます。この工程を「枯らし」と呼びます。麹からは栗のような香ばしい匂いがしてきます。余分や水分を飛ばし温度を下げるこの作業を経て、ようやく麹造りのプロセスが終了します。
まとめ
「一麹、二酛、三造り」 と言われているように、麹はお酒の品質を左右する酒造りにおいて舵取りのような役目を担っています。
麹造りにおいては温度管理ですべてが決まるとされており、さらに蔵人たちの長時間の体力勝負とも言える繊細で重要な酒造りのプロセスです。 麹そのものがお酒の香り、味に直接影響を与えるというよりも、麹の出来をその後の酛や醪の働きを最大限に活かすことが、香味に大きな影響を与えるとされています。美味しい日本酒が増えている背景には技術の進歩や新しい手法への挑戦があります。麹をはじめとした日本酒造りのプロセスを知ることも、新しい日本酒の楽しみ方に繋がるのかもしれません。
Pickup記事

2021.10.27



話題の記事




人気の記事



2020.06.10
最新の記事

2026.07.14



2026.06.23


