

2021.08
26
「生酛(きもと)」ってどんな日本酒?伝統的な造り方と特徴を詳しく解説
日本酒のラベルでよく見かける「生酛(きもと)」や「生酛造り」という言葉。特別な製法を指すことはわかっても、具体的にどういう製法なのか、味わいにどう関わるのかを詳しく説明するのは意外と難しいかもしれません。
今回の記事では、「生酛とは何か」を解説します。ほかの製法との違いや詳しい製造工程はもちろん、生酛造りの酒の味わいや飲み方もご紹介しますので、ぜひ参考にしてください。
生酛とは? - 歴史と特徴
「生酛(生酛造り)」は、酒母の造り方の一種です。酒母とは、アルコールを生成する酵母を育てるための液体で、日本酒のベースになります。
酒母の主要な造り方には「生酛」「山廃」「速醸」の3種類がありますが、このうち最も伝統的なものが生酛です。この方法では自然の力を借りながら、手作業で時間をかけて酒母を造ります。
この手法は江戸時代の初期から使われていた「寒仕込み酛」をベースにして、江戸時代後期に灘で大規模な酒造りが行われるまでの間に、「丹波杜氏」によって確立されたと言われています。

生酛には、大きな特徴が2つあります。
1つめの特徴は、酒蔵に生息する乳酸菌を酒母の中で増殖させ、その乳酸菌が生成する乳酸で雑菌が繁殖しにくい環境を作る(酒母を酸性にする)ことです。自然の乳酸菌を利用するので、時間と手間がかかります。これに対して、人工的に作られた乳酸を酒母に直接投入し、酒母造りの期間を短縮する方法が「速醸」です。現在では、ほとんどの日本酒が速醸系酒母で造られており、自然の乳酸菌を使って造られる日本酒は全体の1割程度しかありません。
関連記事:速醸の酒母づくり、速醸酒母の酒を学ぶ生酛の2つめの特徴は、「山卸(やまおろし)」という作業を行うことです。山卸とは、酒母の中の米をすりつぶし、米を溶けやすくする�作業のこと。米が溶けるまでに雑菌が繁殖するリスクをなるべく低くするためにおこなわれてきました。昔は、酒米の品質や精米技術が今ほど発達していなかったため、米が溶けるのに時間がかかり、溶けるまでの間に雑菌汚染が発生するリスクが高かったのです。
その後、酒造りに適した米の普及、精米技術の向上などの進歩が起こりました。さらに「水麹」という、麹の持つ酵素を仕込み水に溶け込ませる工程を経ることで、山卸を行わなくても酒質が保てるようになりました。そこで、生酛と同様に自然の乳酸菌を使いつつも「山卸を廃止」した製法が「山廃」です。この手法が開発された際に行われた分析では、生酛の酒と山廃の酒では成分的な違いが見られないという結果が出ています。
関連記事:山廃の酒母づくり、山廃酒母の酒を学ぶしかし山卸の有無が味わいや香りに影響すると考え、生酛での酒造りにこだわり続ける酒蔵もあります。現在、生酛造りの酒は全体の2%程度だといわれています。
約1ヶ月に及ぶ、生酛での酒母造り工程
生酛での酒母造りは1ヶ月にも渡って続きます。工程も複雑ですが、日数ごとの作業内容を順番に見ていきましょう。
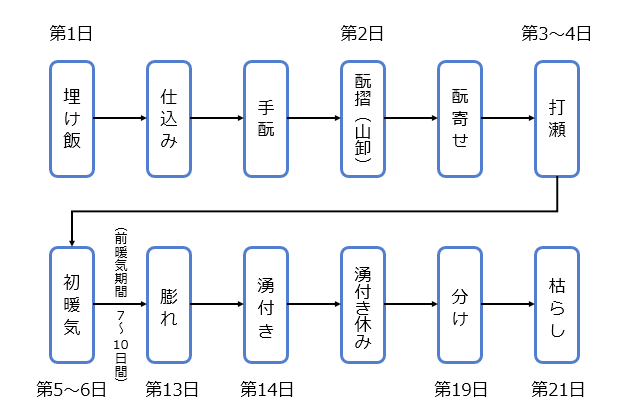
第1日 埋け飯、仕込み、手酛
【埋け飯(いけめし)】
蒸米を30〜40℃程度まで冷ましたあと、半切り桶に入れるかむしろに包み、むしろなどで覆って保温しながら、12〜16時間かけて少しずつ冷却していきます。長い時間をかけて冷却することで、生酛に適した芯の硬い蒸米が出来上がります。
【仕込み(酛立て)】
冷却した蒸米・麹・水を「半切り」と呼ばれる、たらいのような形の浅い桶に入れて混ぜ合わせます。半切りは容量が小さいため、仕込みのサイズにより異なりますが5〜20枚程度に分けて仕込みます。
【手酛】
仕込みから数時間経ち、米がじゅうぶん水を吸収して膨らんだら、手や木の板で全体を混ぜ合わせます。この作業によって成分を均一にし、米を軟らかくします。
第2〜3日 酛摺(山卸)、酛寄せ
【酛摺(山卸)】
仕込みから半日ほど経過したら、櫂(かい)を使って半切り桶の中身を混ぜ合わせます。ポイントは、 「櫂で潰すな麹で溶かせ」という格言のとおり、すりつぶさずに「摺る」こと。これによって、米の溶解を促進させます。
2〜3人が一組となって作業を行い、すべての半切り桶について、時間を空けて計3〜5回程度の酛摺を行います。1回の作業時間は、最初の酛摺(一番櫂)で10〜15分程度、2回目以降は5〜10分程度になります。冬季の極寒のなか、1日中続く重労働です。

【酛寄せ】
酛摺のあと、半切り桶2枚分を1枚にまとめ、翌日・翌々日もさらに2枚を1枚にまとめていき(「折り込み」という)、最後にすべてを酒母タンクに投入します。
第3〜4日 打瀬
酒母を5〜6℃程度の低温に保ったまま、3日間ほど攪拌を続け、麹の力で米を溶かします。米が溶けると、微生物の食料になる糖分が生成されますが、低温でも活動できる硝酸還元菌が亜硝酸を作り出し、雑菌の繁殖を防ぎます。乳酸菌は亜硝酸に強いため、糖分を利用して少しずつ増えていきます。
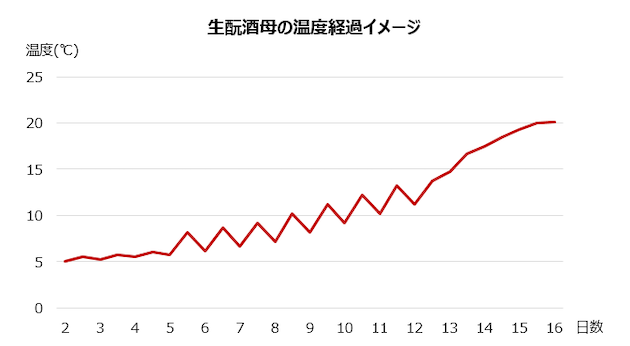
第5〜12日 初暖気〜前暖気期間
「暖気樽」という湯たんぽのような器具で酒母を攪拌し、温度を徐々に上げて、米の溶解(糖化)を促進させます。糖を栄養分として乳酸菌が増殖し、乳酸を作り出します。
硝酸還元菌と乳酸の相乗作用によって、野生酵母や産膜酵母など酒質を低下させる微生物が死滅。その後、乳酸がさらに増えて酸度が上がると、硝酸還元菌も死滅していきます。
この期間の温度操作は、暖気入れによって1日に2〜3度上げて、翌日の暖気入れまでに2〜2.5度下げる「鋸歯状」の温度経過を辿るように行います。
第13日 膨れ
酵母の敵である硝酸還元菌が死滅し、酵母の栄養分となる糖やアミノ酸が蓄積されてきたこの段階で、清酒酵母の出番です。培養酵母を添加するか、蔵つき酵母を利用します。酵母の増殖とともに炭酸ガスが生成されて、タンクの中身が上に持ち上がってくる状態を「膨れ」といいます。
第14日〜18日 湧付き、湧付き休み
【湧付き】
酵母の増殖と発酵が盛んになり、より多くの炭酸ガスが生成されて、酒母表面の全面に泡が湧き出てきます。ここから20℃程度まで温度を上げ、さらに酵母を増やします。酵母の出すアルコールによって乳酸菌は死滅します。
【湧付き休み】
酵母が活発になると、酵母自身が熱を作り出すようになるので、人間が温度を上げてやる必要がなくなります。このタイミングで、先ほどの「前暖気」に対して「温み取り暖気」と呼ばれる暖気入れを行う方法もありますが、現在はあまり使われていないようです。
第19日 分け
温度がさらに上がってくると、酵母が活動しづらくなります。そこで、酵母が弱らないように酒母を冷却します。
第21日〜 枯らし
出来上が��った酒母を熟成させます。熟成期間は約1〜2週間。この熟成によって、酵母の活性をもろみでの使用(発酵)に適した状態にします。。
生酛の特徴と飲み方 - コクのある味わいは燗酒が真骨頂!

生酛で造られた酒の魅力は、自然の乳酸が生み出すまろやかな酸味、コクを感じる複雑な味わい、「押し味」と呼ばれる力強い余韻です。
この生酛特有のコク深い後味は、ペプチド濃度の高さに関係しているといわれています。ペプチドとは、タンパク質が分解されてアミノ酸になる手前の状態のことです。生酛のお酒には速醸のお酒に比べてペプチドが多く含まれており、これが「押し味」の一因であると考えられています。
また、生酛中の乳酸菌が生成するD-アミノ酸が多く含まれており、これらも味わいのふくらみやコクに影響していると見られています。
参考文献:溝口晴彦「生酛の乳酸菌叢と生酛造りの品質特性」(日本醸造協会誌108巻6号, 2013)
蔵や製法によっても異なりますが、山廃の酒がより力強くゴツゴツとした酒質になりやすい一方で、生酛の酒は山廃にくらべて透明感があり、柔らかい酒質になりやす�いようです。
生酛の魅力が味わえるのは、なんと言っても燗酒。特徴的なコクをしっかりと味わえる、燗上がりする酒が多いです。一方生酒の場合には冷酒でも楽しめるものもあります。ぜひ、いろいろな生酛の酒を、いろいろな飲み方で試してみてください。
まとめ
生酛は、伝統的な酒母の造り方です。時間も手間もかかる製法ですが、自然な酸味とコク深さ、深い余韻に魅了される日本酒ファンがたくさんいます。
全体の2%ほどしか造られていない生酛の酒。造り手の想いも含めて、じっくり味わいたいものです。同じ蔵で酒母違いを飲み比べてみるのも楽しいかもしれませんね。
参考文献:
(1)灘の酒用語集ウェブサイト「生酛系酒母・生酛」
(2)上原浩『純米酒 匠の技と伝統』(角川ソフィア文庫, 2015)
(3)溝口晴彦、原昌道「『生酛造り』に関する一考察」(日本醸造協会誌105巻3号, 2010)
(4)溝口晴彦「生酛の乳酸菌叢と生酛造りの品質特性」(日本醸造協会誌108巻6号, 2013)
Pickup記事




話題の記事




人気の記事



2020.06.10
最新の記事


2026.03.10

2026.03.03

2026.03.03


