

2022.08
19
精米から新幹線まで、広島・西条から世界へ - サタケに聞く「日本酒にとって良い精米」とは?(1)
酒造りの最初のプロセスである「精米」。かつては手作業で長い時間をかけておこなう大変な工程で、なおかつどれだけ苦労しても、人の手で磨ける範囲は限られていました。
しかし明治時代に「動力式精米機」��が発明されたことをきっかけに、精米の技術は飛躍的に発展します。精米歩合60%などの高精白が可能になったのも、精米機のおかげ。この発明がなければ、吟醸酒は存在しなかったのかもしれません。
そんな動力式精米機を発明し、進化させ続けてきたのは、広島県東広島市西条に本社を構える株式会社サタケです。創業以来、精米の研究に取り組んできたサタケは、2018年に新しい精米機を開発。自社が提唱する「真吟精米」を実現できる画期的な精米機として、徐々に注目を集めています。
今回は西条にあるサタケ本社を訪問し、動力式精米機の発明と進化の歴史、業界のパイオニアから見た醸造用精米の要、そして「真吟精米」の開発ストーリーなど、精米について幅広くお話を伺いました。
1896年、精米機の発明から始まったサタケの歴史
動力式精米機が発明されたのは、今から120年以上前の1896年。その発明から現在にいたるまでのサタケの歴史をたどりましょう。
銘醸地・広島の課題を解決するために
サタケの本拠地である広島・西条は、昔から日本酒の名産地。しかし地理的な条件から、かつての西条の酒蔵は「精米」に課題を抱えていたといいます。
ほかの銘醸地、たとえば灘や伏見には、急な流れの川が通っているため、水車を使った精米が可能でした。しかし西条には、水車での精米に適した河川がありません。そのため人力での精米に頼らざるを得ず、酒造りの負荷がとても大きかったのです。

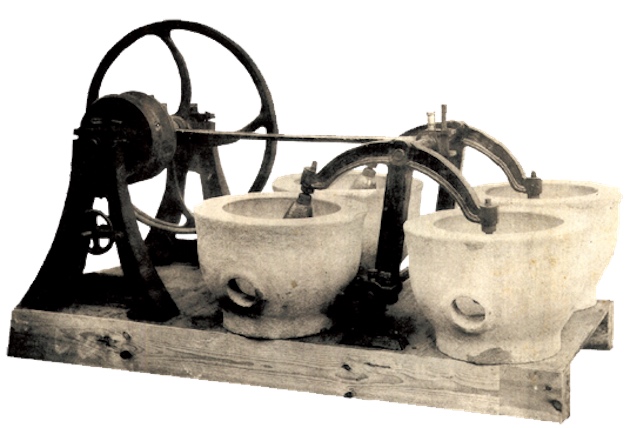
そんな精米の課題を解決しようとしたのが、地元の酒蔵・小烏屋木村屋(のちの賀茂鶴酒造)の当主、木村和平と地元でも有名な技師、佐竹利市でした。従来より、辛い精米作業から農民を解放したいと考えていた佐竹に対し、木村は「動力式の唐臼を作成してくれないか」と依頼します。こうした経緯で1896年に作られたのが、日本で初めての動力式精米機。そしてこれが、サタケの事業の始まりです。
その後もサタケは、精米機の機能向上を目指して研究開発に邁進。1908年には、竪型研削精米機の開発に成功します。これは酒造り史上、とても大きなイノベーションでした。この竪型研削精米機の誕生以来100年ほどにわたって、醸造用精米機の理論や構造に大きな変化はないのだとか。それほど大きな発明だったわけです。

サタケでの開発をきっかけに、精米機のメーカーは広島を中心に広がっていきました。現在でも醸造用精米機を手がける企業はサタケと、岡山県の新中野工業の2社のみ。しばらく前に撤退したチヨダも広島県の会社でした。このように地域独自の課題が生んだ動力式精米機は、日本全国に広まって、精米と醸造の技術を飛躍的に発展させました。
新幹線にも! 多彩な分野に応用されるサタケの技術
精米機から始まったサタケの事業は、現在さまざまな分野へと拡大しています。米に関する各種設備の開発はもちろん、麦やとうもろこしなど、酒米・食用米以外の原料に関わる設備の開発にも取り組んでいます。

たとえば、私たちの身近なところでは「ドトールコーヒー」のコーヒー豆を選別するのにも、サタケの選別加工技術が使われています。

またサタケでは、食品事業で培った技術を、環境分野や産業機械分野にも応用しています。なんと、新幹線のモーターまで手掛けているのだとか。

1932年から始めた海外展開も好調です。現在、13の国に 17の拠点を持ち、150か国に商品を出荷しています。海外では、精米機が「サタケ」と呼ばれることもあるそう。まさに「世界のサタケ」です。
日本酒造りにおいて「良い精米」とは何か

精米機のパイオニアとして、理想の精米を追求し続けてきたサタケ。そこで精米事業に携わる方々は、どういった精米を「良い精米」と捉えているのでしょうか。ここからは株式会社サタケ 広報課の大橋奈央さん、営業部 酒米専任部長の新山伸昭さん、そして技術イノベーション研究室 室長の川上晃司さんにお話を伺います。
「割れないこと」「粒が揃っていること」が理想

酒造りのための精米で、目指すべきことは2つある──醸造用精米機の営業に携わる新山さんは、こう語ります。
目指すべき「2つ」のうち1つめは、米を割らないこと。そしてもう1つは、粒揃いに仕上げることです。
原料処理の段階で米が割れてしまうと、本来削って除去したかった米の外側の部分が残ってしまい、酒質に影響を及ぼすおそれがあります。吟醸酒を造るときなど、高精白米を目指すほど米��は割れやすくなるため、いっそうの注意が求められます。
そして、粒の大きさを揃えることも大切です。一つひとつの米の大きさが異なると、水の吸い方や溶け方もバラバラになってしまい、発酵のコントロールが難しくなります。
大切なのは「米の状態を見極めること」
割れることなく、粒の揃った精米。言葉にすると簡単なようですが、これを実現するのはなかなか難しいものです。しかし、ある一つのプロセスを重視することで、精米のクオリティは大きく向上するのだと新山さんはいいます。
「お米は生鮮食品。同じ田んぼで採れたお米でも、年によって、大きさも水分含有量も違うんです。毎年異なる米の状態をしっかり見極めてから、それに見合った精米方法・精米歩合を考えてあげることで、目指す酒質を実現しやすくなると私たちは考えます
酒造りの現場では、『山田錦で35%の純米大吟醸を作りたい』という目標から考えることが多いかもしれません。しかし、本当のゴールは『35%まで精米すること』ではなく、『35%まで削ったような味わいの酒を造ること』ではないでしょうか。
その年の米の出来栄えによって、35%まで削れることもあれば、35%を目指すと割れてしまうこともあります。後者の場合、40%で留めておくほうが、大吟醸らしい風��味を実現できるかもしれません。イメージ通りの酒を造るためにも、精米の前に玄米の品質を見極めることがとても大切なのです」(新山さん)
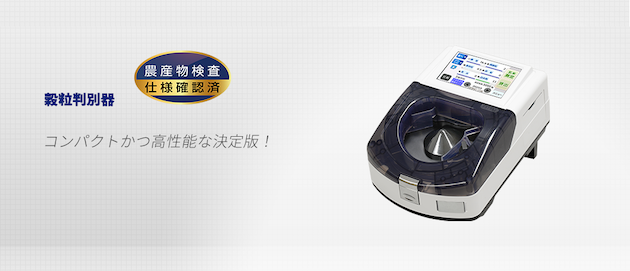
「サタケでは、米の状態を見ることの重要性を伝えるため、分析機械の開発にも取り組んでいます」と語るのは広報担当の大橋さん。

玄米の水分・タンパク・アミロースといった成分、つまり内部品質が分かる「米粒食味計」や、表・裏・横の3方向から米などの穀物を撮影し、大きさや心白の入り方、胴割れの有無といった外部品質を判定できる「穀粒判別機」など、米の品質をデータで見られる機械を開発し、造り手が理想の精米を追求できる環境づくりを目指しているとのことでした。

まとめ
120年以上にわたって精米を考え続けてきたサタケがたどりついた「米を見ること」の重要�性。分野を問わず「素材重視のものづくり」が消費者に支持され始めた今、造り手の間にもこのような考え方が徐々に広まっていくのかもしれません。
後半では、2018年に新しく開発された精米機と、その精米機で実現する「真吟精米」に迫ります。真吟精米の開発史、真吟精米の特徴、最新の研究内容など幅広くご紹介する予定です。どうぞお楽しみに!
■後編はこちら「大吟醸の次」を目指して - 精米機のパイオニア・サタケが拓く新時代の精米「真吟」に迫る(2)
Pickup記事

2021.10.27



話題の記事




人気の記事



2020.06.10
最新の記事



2026.07.14



