

2022.07
05
3倍以上の人手で実現する『獺祭』の品質と製造量 - 山口県・旭酒造(獺祭)
山口県の旭酒造が製造する『獺祭』は、日本酒好きではなくても一度はその名を聞いたことがあるほど有名な銘柄です。2010年頃から人気に火がつき、現在の生産量は30年前の約70倍にも達しています。設備の増強にも力を入れており、2015年春には12階建ての新しい蔵(本社蔵)を完成させました。
大規模な生産量や最新設備を導入しているイメージもあってか「旭酒造は杜氏もいないし、すべて機械が造っている。手造りの地酒蔵ではない」と噂されることもあるようです。噂の真相を確かめるべく、旭酒造の本社蔵を訪問しました。
30,000石を160人の蔵人で
桜井博志会長による案内で足を踏み入れた本社蔵は、鉄筋12階(地下一階)建て、延べ床面積は約11800㎡。この本社蔵と第二蔵をあわせて造る酒の量は30,000石(540万リットル)にのぼります。酒造りに携わる蔵人の数は、160人。これは、同規模を製造する企業平均の3倍以上にあたる人数(※1)です。これらの数字だけでも、旭酒造が機械の工程を増やすのではなく、人手をかけることで品質の高い日本酒の大量生産を実現していることが分かります。

(※1)参考:国税庁「清酒製造業の概況 (平成30年度調査分)」
徹底した手作業へのこだわり

多くの酒蔵で「最も重要な作業」だと言われているのが、原料処理の最初の工程である「洗米」です。洗米が完璧にできるのとできないのとでは、その後の工程に影響が大きく出るとされています。
洗米のポイントは、きっちり糠を落とすことと、理想的な吸水率を守ること。そのためには小ロットで丁寧に洗う必要がありますが、生産量が増えれば蔵人にも負担がかかります。
それでも、旭酒造ではすべての米を10~15㎏に小分けして洗い、水切りをしたあとは吸水率の目標を0.1%単位で決めて、蔵人がストップウオッチをにらみながら浸漬しています。現在、一日平均約10トンの米を洗っており、単純計算で一日約1000回の洗米作業を行います。3カ所ある原料処理場で、担当者が一日中(約7時間)同じ作業を繰り返しています。

次に蔵人の数が物を言う工程が麹造りです。麹造りの前半の作業をする室はオールステンレスの広大な部屋になっており、そこに重量を計るキャスター付の床(とこ)がずらりと並んでいます。

そこに蒸した米を引き込んで、それぞれの床に等量の蒸し米を運び入れ、平らにならして目標の温度になると、麹菌を振る種切りを2回に分けておこないます。
部屋の一番奥に担当する蔵人が数人並び、全員が同じ速度でゆっくりと前進しながら種切りをしていくのです。『獺祭』のすべての酒の麹がこのように人間が種切りをして造られており、放冷機で自動的に種切りをしたりはしていませんし、すべてが自動で麹を造ってくれる自動製麹機もありません。床の部屋に引き込める米の総量は2,400㎏に達します。

麹造りの所要時間は平均60時間
麹造りの2日目は、麹菌の繁殖が進んだ米を一定の単位に分けて管理をする「盛り」の作業に移ります。近年はこの工程に最新鋭の製麹機を入れる酒蔵も出てきていますが、旭酒造は導入していません。床の部屋に隣接した盛り用の部屋には、麹米の入った箱がひしめき合うようにして並んでいました。ここで箱ごとに温湿度管理をして、理想の麹を目指しています。

また特筆すべきなのは、蒸した米を引き込んでから、麹米を室から運び出す出麹までの時間です。一般的な時間は48時間前後であるのに対して、旭酒造は平均60時間もかけています。48時間であれば、床と盛の部屋をフル回転できて効率が良いのですが、次の蒸し米が待っているからと、まだ完璧に仕上がっていない麹を出すのでは理想的な酒造りになりません。旭酒造では工程に余裕を持たせ、理想的な出麹のタイミングを見計らえるようにしています。
データ解析と設備投入による品質管理
仕込みが始まって搾るまでの、もっとも重要な作業は微妙な品温調整です。デンプンから麹が分解した糖を、アルコールと炭酸ガスにする酵母の活動具合を調整して、理想的な味と香りを追求していくわけですが、その際に醪全体の品温を均一にする必要があります。酒造りの効率を求めれば、1本あたりの仕込み量が多い方が良いのですが、多すぎると品温を均一にすることが難しくなります。
たとえば鑑評会などに出す最高級の酒を造る場合に使う米の量は300~500キロ、純米酒などでは総米1.0~1.5トンというのが人気のある酒蔵で主流の仕込み量です。

旭酒造でも、これとまったく同じ総米量1.0~1.5トンで酒造りを行っています。異なるのは、すべてが純米大吟醸酒であり、30,000石もの量を造ること。仕込みタンクは本社蔵と第二蔵あわせて約350本あり、この膨大な醪の管理を万全にするために、タンクごとの醪の分析を毎日実施しています。測定しているのは「ボーメ(糖の割合、日本酒度の類似)」「アルコール度数」「酸度」「アミノ酸度」「ピルビン酸」「グルコース」の6項目です�。
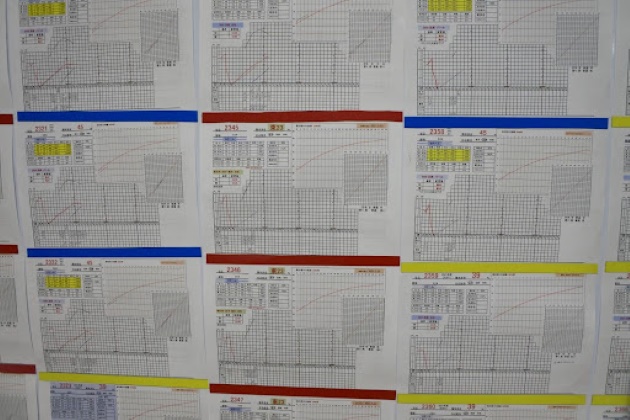
測定したデータはパソコンに入力して解析し、醸造全体を管理する検査室の壁には、仕込みごとの推移表がプリントアウトされて、びっしりと貼り付けられます。毎日300本以上の醪のサンプルを採集して分析するのは気の遠くなるような作業です。
「ボーメの数値だけ見ると温度を下げた方がいいと判断する局面で、ピルビン酸とグルコースの数値が分かると、実は温度を上げた方がいい状態であるといったことがしばしば起こるんです。データ解析による品質管理がいかに重要かを日々痛感しています」と醪管理を担当する蔵人は話していました。
桜井会長は、「分析技術の進化で『獺祭』のお酒の再現性は高まり、何本造っても味わいにブレがなくなりました。また、誰もがこのデータを見ることができ、責任者がどのような判断で品温調節をしたり、搾りのタイミングを決めているかを知ることができます。造りのノウハウが蔵人全員にまんべんなく蓄積するのです。経営用語で言うと暗黙知を形式知に変えるということです。杜氏がいない酒造りとはそういう意味で、旭酒造にも『蔵長』という組織としての製造責任者はおります」と語ります。
また、品質を保つための設備投入も惜しみません。酒造りはチーム制になっており、それぞれにいる醪管理者が300余りの醪を半分ずつ担当して、最適な搾りの時期を判断しています。このとき搾りのタイミングが重なって、どちらかが待機するようなことが起きれば、その間に品質劣化が起こる可能性があります。そこで旭酒造では搾り機を10台も備え、バッティングによる“搾りの渋滞”を防いでいます。

搾ったお酒は原則として1日以内に瓶詰め。ここでも、酒の状態によっては5日後の瓶詰めとする場合もあるそうで、人手による管理を徹底しています。火入れは大型のパストライザー&クーラー(※2)で瓶火入れ&急冷をしたうえで、すべてマイナス5度から0度前後の冷蔵庫に保管、出荷のタイミングを待つ仕組みになっていました。
(※2)瓶詰め後、温水と冷水のシャワーにより加熱殺菌と急冷をおこなう設備
再現性の高い酒造りを継承する
筆者はこれまで多くの酒蔵の造りの様子を見てきましたが、1000~2000石を造っている人気酒蔵と、旭酒造の作業の内容は変わりませんでした。
売り上げが伸びれば、需要に応えるための生産体制の確保は急務です。しかしそこで品質が落ちてしまえば、ブランドの価値は簡単に失墜してしまいます。旭酒造では製造方法をそのままに、蔵人や設備の数を増やして増産を実現しました。
一方、酒造りに携わる蔵人も生産量も多いため、昔ながらの酒蔵のように「感覚と経験」に頼ったスタイルでは味わいにブレが生じる可能性があります。徹底したデータ解析の導入が、この体制でも安定した高い品質での酒造りを可能にしているので��す。

緻密なデータ解析と圧倒的な人海戦術により、高品質な『獺祭』の再現性は高まりました。旭酒造は2022年の秋にアメリカ・ニューヨーク州で7000石の酒蔵を竣工させます。アメリカでも日本と変わらず、できるだけ手作業にこだわった「機械に頼らない美酒造り」をする体制を整えるために、必要な人数の蔵人を雇用するそうです。
世界的な日本酒ブランド『獺祭』の再現性の高い酒造りは、次代へ、そして世界へと継承されていきます。
酒蔵情報
旭酒造
住所:山口県岩国市周東町獺越2167-4
電話番号:0827-86-0120
創業:1948年
代表者(社長):桜井一宏
醸造責任者(蔵長):長尾祥平
Webサイト:https://asahishuzo.ne.jp
Pickup記事

2021.10.27



話題の記事




人気の記事



2020.06.10
最新の記事

2026.07.14



2026.06.23


