

2024.06
04
日本酒造りと衛生管理の正解を探る(1/2) - HACCPと一般衛生管理
「酒造り」と聞いたとき頭に思い浮かぶのはどんな光景でしょうか?テレビなどでよく見られるのは、麹室で種麹を振ったり、タンクに蒸し米を仕込んだり、醪に櫂を入れたり……といったいわゆる仕込み作業です。
酒を造るという意味では、これら仕込み作業が中心のように見えがちですが、筆者が実際に酒蔵で働いてみても、仕込み作業と同じくらいの時間を、掃除や洗濯といった作業に費やしています。酒蔵では昔から「洗い半分」という言葉があるほど、清潔さが重視されているのです。
一方で、近年見直されている「生酛造り」や「蔵付き酵母」など伝統的な製法は、蔵の中や道具に住み着く菌を100%殺菌してしまうと成立しない造り方でもあります。また、他方では食品の安全に関する消費者の関心の高まりや、HACCP義務化など公的な衛生管理の要求も徐々に厳格になる動きが見られます。
伝統的な酒造りにおいて重視されてきた「清潔さ」と、近代的な「食品衛生」には微妙なズレがあるなか、酒蔵が向き合うべき衛生管理とはなにか。全2回の連載形式で整理します。今回の記事では、業界団体が製造したガイドラインである「酒類製造業における HACCPの考え方を取り入れた衛生管理のための手引書(案) 」(以下「ガイドライン」と呼びます)をもとにまとめています。
参考:酒類製造業におけるHACCPの考��え方を取り入れた衛生管理のための手引書
前提知識:ルールと近年の課題
食品においてはHACCPが義務化
2021年6月から、酒蔵を含む日本の食品関連事業者全てに、HACCPに沿った衛生管理計画の作成・実施が完全義務化されました。
HACCPとは、食品製造事業者自らが、あらかじめ食中毒菌汚染や異物混入等が有る食品が原因となって起きる人体への危害要因(Hazard)を分析(Analysis)して危害の要因を把握したうえで、食品製造の全工程の中で、それらの危害要因を除いたり減らすため、特に重要な(Critical)管理(Control)を行う工程(Point)を定めた製造管理をおこなって製造することにより、食品の安全性を確保しようという方法の頭字語です。
製造場の規模や食品の種類によって厳密さは異なりますが、酒蔵の多くが該当する「小規模事業者」は、業界団体が作成する手引書に基づく、簡略化されたアプローチによって衛生管理を行う必要があります。
お酒には「食中毒」がない?
そもそもお酒に含まれるアルコールには殺菌作用があるため、伝統的なアルコール飲料の中で食中毒を引き起こす微生物が増殖することはありません。
清酒などアルコールを含む飲料は、そのアルコールに微生物の殺菌効果があるため、何千年にもわたる世界の酒の歴史の中で、病害微生物による健康被害は発生していません。従って、アルコール飲料の製造にあたっては、製品への異物混入に十分注意するとともに、確実に一般衛生管理を行うことが重要だと言えます。
(ガイドラインp.1より引用)
とはいえ原料由来の残留農薬やカビ毒は食中毒の原因になりえますし、製造中に接触する可能性のある機械油や洗浄液の混入が健康被害を引き起こすおそれもあります。さらに充てん時に異物が混入する恐れもありますので、お酒の場合にも通常の食品と同じくHACCPの考え方に沿った衛生管理が必要です。
近年の課題:低アルコール化や、ノンアルコールへの取組増加

通常のお酒の場合、酸性の環境やアルコール濃度の高い環境をつくることで有害な微生物の発生・繁殖を防ぐことができるとされていますが、低アルコールのお酒やノンアルコールの商品の場合には、環境によっては食中毒菌が生き残る可能性も指摘されており、実際に韓国では大手ブランド「バドワイザー」のノンアルコール商品で基準を超える細菌が検出されたことがニュースになりました。
既にノンアルコール日本酒などの製品は存在しますし、甘酒や味噌、麴などの製造販売を行っている酒蔵もあります。飲酒人口の減少を見据えて、今後は酒以外の発酵食品の製造比率を増やしていこう、と考えている蔵も増えてきていることでしょう。一方、ノンアルコール製品の場合、それぞれの製品の特性にあわせ適切な衛生管理が求められます。
例えば、甘酒(通常の製法の麹甘酒※)の場合、日本酒よりも高い温度で殺菌をおこなうこと(中心温度85度以上で30分以上加熱する方法又は同等の効力を有する方法)が義務付けられています。
(※) pH4.6以上、かつ水分活性0.94以上のものを指す
HACCPガイドラインに基づく「一般衛生管理」と、実践のための4ステップとは
ここからはガイドラインの内容を参照しながら、酒蔵で対応が求められる内容を確認していきましょう。
一般衛生管理とは
一般衛生管理とは、酒蔵を含む食品製造に関わる全ての事業者が実施すべき衛生管理の運営基準であり、HACCP導入の前提となるものです。
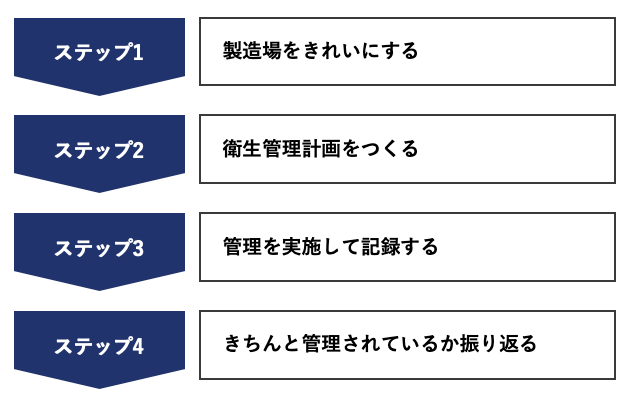
ガイドラインでは、下記画像のように4つのステップを順次実践していくことで、一般衛生管理に加え、HACCPの考え方を取り入れた衛生管理が実行できるように整理されています。
また、これらのステップに入る前に理解しておくべき内容として、危害要因の分析(Hazard Analysis)があります。危害要因とは、健康に悪影響をもたらす原因となる可能性がある食品中の物質や食品の状態のことで、ガイドラインではこれを
B (biological) : 生物的危害要因
C (chemical) : 化学的危害要因
P (physical) : 物理的危害要因
の3種類に分けて分析しています。これらのうちどれか、あるいは複数の要因が組み合わさった結果、製品の安全性や品質を損なう原因となります。
以下では、前述の4つのステップの内容を確認してみましょう。
ステップ1:製造場をきれいにする(食品工場の5S)
酒蔵での衛生管理も、いわゆる食品工場の5S(整理、整頓、清掃、清潔、習慣)によって衛生環境整備を行うことが基本とされています。
| 5S | 整備内容 |
|---|---|
| 整理 | 使用しないものは製造場におかない。持ち込まない。使っていない器具やホースは、廃棄するか製造場外の倉庫に保管。 |
| 整頓 | ものの置き場所、置き方、置く数を明確にする。工具やパーツは見える化しいつでも使用できるようにするとともに紛失を防ぐ。化学薬品(洗剤、殺菌剤、分析用試薬)は厳重に管理する。 |
| 清掃 | 作業後に必ず清掃し汚れを放置しない。清掃後は乾燥させる。 |
| 清潔 | 整理・整頓・清掃により清潔な環境に保つ。 |
| 習慣 | 決められたルールを守る。 |
(ガイドラインp.12より引用)
ステップ2:衛生管理計画をつくる
衛生管理計画では、一般衛生管理で求められる10の項目ごとにいつ、どのように衛生状況の確認を行うのか、また問題があったときにどう行動するかを定めた「一般衛生管理計画」を作成します。(ガイドライン中p.22〜p.25に参考例が掲載されています。)
さらに、上記の計画において衛生状況の確認を「どのように」行うのかについては、手順書を作成することが求められています。この手順書の内容については、ガイドラインでも最もボリュームを割いて解説されており、HACCPに沿った衛生管理の考え方を取り入れるうえで重要であることが分かります。
この記事でも後ほど、どのような手順書の作成が求められているのか解説します。
ステップ3:管理を実施して記録する
日々の清掃状況や目視確認の結果といった衛生管理状況、原料の受払や製品の移出といった製造状況、あるいは問題があった場合の改善措置などについては、チェックリストや管理簿を作成して記録します。
ステップ4:きちんと管理されているか振り返る
月次から年次の頻度で上記の記録を��確認し、必要に応じて衛生管理計画や手順書の見直しを行います。
ガイドラインで求められる10の項目と手順

前述のとおり、衛生管理計画における手順書の作成は、一般衛生管理の考え方を取り入れるうえで重要なポイントです。ガイドラインでは、10の項目について手順書の例を掲載しています。ここでは手順書の内容を参照しながら、どのような観点でどのような対策が求められているのか確認してみましょう。
1. 施設・設備の衛生管理と保守点検
「(1)製造場周辺及び作業場」では施設周辺の定期的な清掃や、施設の定期点検と記録の保存、製品が施設内に漏れ出た場合に速やかに清掃・洗浄すること、「(2)設備、機械器具類」では「故障、破損等があるときは、速やかに補修」、「作業終了後、機器毎に所定の洗浄を行う」などが定められています。
これらは現場で作業に従事する人にとっては「当たり前のこと」と読み飛ばしたくなる内容かもしれません。
しかし、蔵ごとに機械設備が大きく違ったり、それらを使う際に気を付けるポイントが異なったりすることはよくあります。特に、少人数体制での酒造りでは、�「あの作業はあの人の担当」のように役割が暗黙的に固定されることがあり、たまたまその人が不在のときにヒヤリとすることが起きる、といったケースは珍しくないでしょう。
ほかにも、毎日使っている道具はつい点検がおろそかになったり、清掃・洗浄の徹底具合やホースなど道具の置き方・しまい方にも人によって差があったりします。こうしたことを防ぐために、標準的な手順をすべての作業者が理解して共有している、という状態をつくり、習慣付けていくことが大切になります。
また、ガイドラインでは触れられていませんが、木製の桶や道具の使用についての注意点をここで補足しておきます。
木や竹は割れたり、欠けたりして製品に混入しやすく、劣化すると更にその危険度が上がります。製品に混入した場合には金属探知機などでの検出もできず、異物混入のまま出荷してしまうリスクが大きくなります。また、水が染みこむと微生物が棲みついてしまうこともあり、製品を汚染する原因にもなります。そのため、たとえば惣菜製造業向けのHACCPガイドラインでは、木製の道具は排除するよう勧められています。
とはいえ、(特に生酛などの場合)蔵付きの微生物を取り入れることで、個性を生みだすために活用されたり、木製の道具の持つ独特の雰囲気、伝統産業としてのブランディング効果、といった要素もあり、単純に製品の衛生性のみの視点から排除するのは、酒蔵という産業の独自性を損なう結果につながるかもしれません。
木製の道具や桶を使う際には、異物混入や有害微生物増殖のリスクが高まる事を理解したうえで、対策を取ることが重要です。道具や桶などのチェックや更新を頻繁におこなう、製品のチェックを厳重におこなう、道具の洗浄をしっかりおこなうなどの対策をとることが大切になるでしょう。
2. 使用水の衛生管理

日本酒の成分の8割は水であり、酒蔵にとって水はとても重要な役割を果たしています。では、日本酒に使われる水の衛生管理において留意するべきことは何か、酒蔵の事情も交えて考えてみたいと思います。特に、酒蔵の場合には仕込み水に井戸水や天然の湧き水を使用している場合も多いことから、水をめぐる危害要因として以下のようなものが考えられます。
生物的危害要因としては、病害微生物があります。お酒の中で病害微生物は増殖できないとはいえ、野生酵母など酒の香味に影響する微生物の発生は阻止しなければなりません。一方で、生酛の初期に増殖し、野生酵母による早湧きを防ぐ働きをする硝酸還元菌は、仕込み水から持ち込まれるともいわれており、酒蔵に特有の事情もあります。
化学的危害要因としては、水源地の汚染(地下水を通じて混入する農薬など)や、酒造に悪影響を与える微量成分(鉄やマンガンなど)が挙げられます。水道水を使用する場合でも、古い水道管は鉄製であることもあるので、そこから溶けだした鉄分が酒質に影響を与える可能性があります。
物理的危害要因と��しては、湧き水を水源に使っている場合には大雨などで水源地の水が濁り、ろ過装置でもろ過しきれず水が濁るといったことも考えられます。
このような危害要因を踏まえて、ガイドライン(p.16)では(仕込み水や洗米用水、割水などの) 「製造に直接使用する水は、水道水または飲用に適する水を使用する」と手順を定めています。
井戸水などの、水道水以外の「飲用に適する水」を使用する場合には、「水質検査は(中略)指定検査機関に依頼して、年1回以上」、「殺菌装置または浄水装置が正常に作動しているかを定期的に(例:月1回及びメンテナンス後)確認し記録」などの手順を定めています。
3. 原材料(原料米)等の衛生管理と取扱い

原料である米の取扱いに関してガイドラインでは、「納入業社で品質管理が十分行われているものを選択」、「防虫、防鼠設備のある原料倉庫に乾燥状態で保管」などの手順を定めています。
米の生物的危害要因としては、カビ毒であるアフラトキシンがあります。黄麹カビ(A. oryzae)の近縁種であるA. flavusが生産することで知られています。カビ自体は環境中に普遍的に存在するため、生産農家、集荷業者、運送会社、酒造会社の各段階で保管を行う倉庫内のカビの密度をなるべく減らしたうえで、外から新たに持ち込まず増や��さない環境整備が鉄則となります。
化学的危害要因としては、カドミウム、ヒ素、鉛、水銀などの重金属汚染。また放射性セシウムやダイオキシン類等の原因物質があります。これらの物質は一部地域の生産環境に蓄積している可能性があるため、リスクのある地域では定期的な検査をおこなうことが重要です。
物理的な要因としては、異物混入があります。米の原料段階や製造工程ではガラス片や金属片、植物種子、小石などが考えられます。酒米の場合、あきらかな異品種(飯米やもち米など)の混入も異物として挙げられます。機械の清掃をしっかり行うとともに、選別機を導入することが有効です。なお、米穀検査の際に異物混入のチェックは行われています。また保管中に起こる虫の発生や鼠害も異物混入の原因になります。
近年では、契約栽培のように酒蔵主導で米作りを手がけることも増えています。このような場合には特に、上記の観点でのチェックが米の出荷、精米、酒蔵での受入などどこかの段階で行われていることを確認することも必要でしょう。
水と米以外の資材にも、
- 醸造用微生物(酵母、乳酸菌など)
- 添加物および薬剤(乳酸、酵素剤、硝酸カリウムなど)
- 販売容器および包装資材(瓶、缶、パック、ラベル、箱など)
といった、製造時に直接製品に投入したり接触する資材に関しては、それぞれに定められた基準で衛生管理を行い、所定の様式に記帳して保管する必要があります。(ガイドラインp17~18参照)
4. 製��品の保管
ガイドラインでは「製品に応じた温度帯の製品倉庫に保管する」手順のみが定められています。
5. そ族・昆虫の対策
古い酒蔵では製造ラインと瓶詰ラインが分かれていなかったり、蔵内に冷気を取り入れるために、開放的な構造となっている場合も多いでしょう。このような場合には、専用のカーテンやドアの設置などで害虫害獣の侵入防止を図る必要があるかもしれません。
ガイドラインでは「定期的(例:週1回)点検し、1年に2回以上駆除作業を行う」などの手順を定めるとともに、「ゴミや餌になるような物を作業場に残さない」「整理整頓、清掃をして巣になる場所をつくらない」「出入り口、窓、壁、天井、排水溝から侵入できないよう対策」というポイントが紹介されています。
6. 廃棄物・排水の取り扱い
「廃棄物は(中略)製造場に放置しない」、「床、排水溝、排水管は清掃や乾燥を心がける」「廃棄物・排水の処理にあたっては、自治体の指示に従い適切に処理する」などの手順が定められています。
7. 従事者等の��衛生管理及び教育訓練
(1)健康状態の把握、(2)従事者の衛生管理、(3)教育訓練、(4)見学者等についての4つに分けて手順を定められています。(ガイドラインp.19)
「(1)健康状態の把握」では、作業開始前に健康状態を確認し、感染症の疑いがある場合は、製品や半製品に直接触れる作業には従事させないことなどを定めています。
現場によっては人手不足などから、「体調が悪くてもあの作業は他人には任せられないから私が出ないと……」というような実態もあるかもしれません。しかし、無理をした結果、感染症などを広める原因となってしまっては元も子もありません。誰が抜けてもカバーできる体制作りや、万が一製造場内で感染症が広まってしまった際の対策をあらかじめ準備しておくことが望ましいでしょう。
「(2)従事者の衛生管理」では、「製造場においては(中略)専用の履物を使用」「(作業前及び用便後などの際)必ず手指の洗浄及び消毒を行う」「所定の場所以外での更衣、喫煙、飲食はしない」など、身だしなみや服装などに関する具体的な手順が定められています。
この点については各酒蔵で、住み込みでの酒造りが中心だった昔ながらのやり方と、一般衛生管理の観点から求められる手順書の内容に矛盾がないかの確認が必要になる場合もあるでしょう。また、製造場によって服装の規定やそもそも制服支給の有無、製造工程の人員配置が流動的であったりすることもあるかもしれません。このような観点でも、工程ごとのルールを確認することが大切なのだと分かります。
「(3)教育訓練」と「(4)見学者等に��ついて」では、(2)の内容を説明するなどの手順が定められています。
8. 使用容器の管理
ガイドラインでは(1)リターナブルびんの管理と(2)洗びん・洗樽・洗缶に分けて手順が定められており、リターナブルびんについては付着物や異物、著しい汚れ、傷やヒビがあるものは使用しないようにしたうえで、いずれの容器も十分に洗浄することを求めています。
9. 充てん時の管理
「(1)充てん室と充てん機」では先ほど触れたドアやカーテンを閉じること、所定の洗浄・殺菌を行うこと、「(2)加熱処理・火入れと充てん」では温度などの設定条件に達しなかったものは製品化しない、封緘の状態を適時確認する、などの手順を定めています。
「(3)加熱処理をしないで充てんする場合」について個別に手順が定められているのは、近年生酒の流通が増えている酒蔵にとって特徴的といえる点でしょう。火入の場合と手順が大きく変わるわけではありませんが、充てん機だけでなくその周辺の清掃・洗浄を行うことなどが定められています。
また、「(4)保存用試料の採取」では消費者からの指摘や事故発生時の調査のため、最低1点を検体として、適切な温度で保管しておくことが定められています。
10. 食品衛生上の問題が発生した場合の対応
「(1)回収及び関係機関への連絡」、「(2)返品・回収製品の管理」、「(3)廃棄等の措置」の3つの観点に分けて手順が定められています。
特に、(2)では記録の作成と2年間の保存が求められていますが、事前に認識して様式や手順を定めておかないと適切に記録、保管ができず法令違反となってしまう可能性もあります。このような普段起こりにくい状況への対応こそ、しっかり手順を確認しておく必要があるでしょう。
また、(3)では「適切な税務手続きを行い廃棄する」ことが定められている点も、酒蔵にとって重要な点といえそうです。(1)では管轄保健所への連絡が手順として定められていますが、(3)では必要に応じて税務署とも確認をとりながら進める必要があるかもしれません。
「搾り」と「濾過」での異物除去について

日本酒造りでは、米・米麹・水をタンクに入れて発酵させた後、上槽(搾り)という工程で固体(酒粕)と液体(日本酒)を分離しています。これまで見てきた手順には異物の混入を防ぐためのものが多くありましたが、搾ったあとのお酒からはおおよその異物が取り除かれます。
しかし逆に言うと、酒粕には異物が残る、ということ�でもあります。酒粕はお酒以上に異物の除去が難しいため、酒粕を販売する際にはより慎重な取り扱いが必要です。さらに「にごり酒」や「おりがらみ」など、固体成分の一部が残っている商品の場合には、異物混入のリスクが上がるうえ、目視の検品で見つけることも難しくなるため、注意が必要になります。
さらに、多くのお酒は濾過工程において、搾り工程よりも微細なフィルターで、ごく小さな異物や、瓶詰め後にお酒の品質に影響を及ぼす可能性のある微生物、酵素などを取り除いています。また、後編で触れるように活性炭を用いたろ過では、物理的に取り除くことが難しい色や香りに関する成分を取り除くこともできます。一方、これらの工程を経ない「無濾過」のお酒の場合では、こうした成分が残るリスクがあります。
まとめ
お酒はアルコールの作用によって、比較的食中毒の発生しにくい飲みものです。日本酒の製造では、非常に長い期間にわたる数多くの人々の経験をベースに、その安全性が確認され続けてきたという歴史があります。伝統産業としての酒造りは、長い歴史の中でさまざまな失敗や試行錯誤を繰り返し、いわば積み上げ式で安全性を固めてきた経緯があります。
一方で、HACCPにおける衛生管理の考え方は、いかに合理的に再現性をもって食品の安全性を確保するか、という逆算的なアプローチになっていることが、制度や手順書の内容からは分かります。
食品の安全性を確保するという目的はどちらも同じですが、アプローチ方法の違いから、HACCPの導入によって(特に、小規模な)酒造りの現場では新しい仕事が発生し、負担が増えてしまうこともあるでしょう(筆者自身も、その実感があります)。また、蔵によっては建物の構造上、実現が困難な内容や、人員配置や仕事の進め方を大きく変える必要も出てくるかもしれません。
それでも、今回紹介したガイドラインの内容は「今の時代に食品製造をやるのであれば最低限これくらいはやっておく必要がある」というレベルの手順であり、今まで伝統産業であるゆえに大目に見られてきた部分の見直し、蔵毎に異なっていた衛生管理等の均一化などによって、業界全体の信用度を高める効果も大きいと感じます。
「物語性のある酒を作る」、「新設備の導入によって酒質を高める」といった、いわば攻めの施策と異なり、HACCPの導入は「トラブルを未然に防ぐ」、「万が一のミスの場合にも対応策をとりやすい」といった守りの施策と言えるでしょう。やや大げさに考えれば、これは「歴史を現在から未来へとつなげていくために、今の酒蔵がやらなければいけないアップデート」ということもできるのかもしれません。
今回はHACCPの考え方を取り入れた衛生管理と酒造りの関係を見ましたが、後編では酒造り特有の衛生対策や、個性的な酒造りと衛生性の考え方について紹介予定です。
連載:日本酒造りと衛生管理の正解を探る第1回:HACCPと一般衛生管理 第2回:「酒屋万流」と衛生管理
参考文献
- 株式会社バイオ・シータ�「食中毒菌は一所(生)懸命-低アルコールビールでも」(2024年6月3日閲覧)
- 厚生労働省「清涼飲料水の加熱殺菌条件」(2024年6月3日閲覧)
- 厚生労働省「小規模な惣菜製造工場におけるHACCPの考え方を取り入れた衛生管理のための手引書 version 1.2」(2024年6月3日閲覧)
- 芦沢長「山廃酒母に慕ける微生物学的研究」(日本醸造協会誌, 第58巻12号, 1963)
- トリムミズラボ「水道水の異臭異味についての解説」(2024年6月3日閲覧)
- 農林水産省「米のカビ汚染防止ガイドライン」(2024年6月3日閲覧)
- 堀井幸江、伊木由香理、後藤邦康「醸造過程でのメタミドホス、アセタミプリド、アフラトキシンB1の消長」(日本醸造協会誌, 104巻11号, 2009)
- 農林水産省「農林水産省が優先的にリスク管理を行う対象に位置付けている危害要因についての情報(有害化学物質)」(2024年6月3日閲覧)
- 農林水産省「玄米の検査規格」(2024年6月3日閲覧)
Pickup記事

2021.10.27



話題の記事




人気の記事



2020.06.10
最新の記事


2026.07.14




