

2021.09
09
「山廃(やまはい)」ってどんな日本酒?生酛との違いや製法、特徴を詳しく解説
日本酒を選ぶとき、ラベルに「山廃」という文字が入っているのを見かけたことのある方も多いと思います。漢字を読んだだけではどんな日本酒か想像しにくいですし、主に「廃」という字の持つイメージから、とっつきづらく感じて避けてきた方もいるかもしれません。 今回は、この少し分かりづらい「山廃」の製法や味わいの特徴、魅力について、しっかり解説します。
「山廃」とはどのようなお酒なのか?
まず、「山廃」とは略語であり、正式名称は「山卸廃止酛(やまおろしはいしもと)」と言います。山卸と呼ばれる作業を廃止して酛を仕込み、そこから造られた日本酒が「山廃」だということです。もう少し詳しく見ていきましょう。
「山廃」の概要
すべての日本酒は酒母(「酛(もと)」とも呼ぶ)をベースとして造られます。酒母には速醸系(そくじょうけい)と生酛系(きもとけい)の2種類があり、山廃は生酛系酒母から派生したものです。

「山廃」と「速醸」との違い
速醸系酒母と山廃の元となる生酛系酒母との違いは、乳酸を添加するかしないかにあります。速醸系酒母は乳酸を添加することで酸度を高め(phを下げ)、酒母の大敵である雑菌が繁殖しにくい環境を作ります。生酛系酒母とくらべると、雑菌が繁殖しにくく酵母が繁殖しやすい環境を作るのにかかる時間が短く済むため、酒母の完成までにかかる日数が10日〜14日程度と短いことも特徴です。
酒造りにかかる時間と労力を大幅に軽減できることから、現在の日本酒造りでは速醸系酒母が主流となっています。
関連記事:速醸の酒母づくり、速醸酒母の酒を学ぶ「山廃」と「生酛造り」との違い
自然の乳酸菌を活かす「山廃」と「生酛」は兄弟のようなものです。では、ふたつの違いはどこにあるのでしょう?それは、山廃の名前の元にもなっている山卸と呼ばれる作業をするかしないかにあります。
1910年に速醸系酒母が開発され、その後多くの酒蔵で採用されるまでは、「生酛造り」が主流でした。江戸時代から続く伝統的な手法である生酛造りでは、酒母をつくる過程で「半切り」と呼ばれるたらいのような形の浅い桶に分け入れられた水・蒸米・麹を櫂棒で1日に何度も擦る呼ばれる�作業をおこないます。この作業が山卸です。山卸は、生酛造りの中でもたいへん時間と労力がかかる重労働です。

この山卸を廃止した酒母造りの方法が「山廃」です。この方法では、山卸の代わりに、あらかじめ仕込み水に麹を入れてよく攪拌してから一定時間漬け込み、麹の持つ酵素を仕込み水に溶け込ませる工程を加えています(「水麹」といいます)。
明治時代になると、国立醸造研究所が設立され科学的な日本酒造りが研究されるようになります。1909年に醸造研究所の技師・嘉儀金一郎(かぎ・きんいちろう)が、酵素の働きに注目し「水麹」を活用した「山卸廃止酛」を考案、福島県会津若松市の末廣酒造で試験醸造をおこないました。この山廃と生酛の酒母を分析した結果、両者に成分の違いはないことが判明し、以降、山廃を採用する酒蔵が次第に増えました。
このように、山廃は、伝統的な製法である生酛と科学の力が融合して生まれた製法だったのです。
「山廃」の酒母ができるまでの1カ月間
ここからは、標準的な山廃の酒母ができるまでの、一カ月間にも及ぶ作業工程の順番を見ていきます。
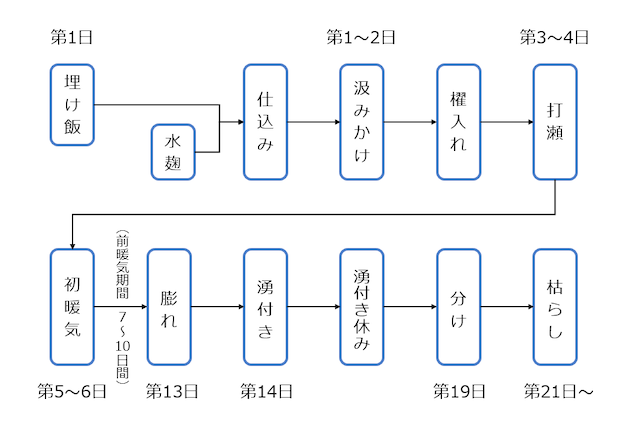
第1~2日 埋け飯、仕込み、汲みかけ、櫂入れ
【埋け飯】
原料である米を蒸したあとに「埋け飯(いけめし)」を行います。埋け飯とは、蒸した米を長時間かけて冷却し、生酛系の酒母造りに適した芯の硬い状態にすることです。
【水麹】
「水麹」は、生酛とは異なる、山廃に特徴的な工程です。容器に水を入れ、麹を入れてよく混ぜ合わせます。一般的には数時間程度、水に漬けることで麹が持っている酵素を水の中に溶け出させます。これによって、山卸をおこなわなくても酵素の力で蒸米を溶かすことができるようになるのです。
【仕込み、汲みかけ】
蒸米がしっかりと冷却・乾燥したら、酒母用のタンクに水麹とともに入れていきます。
そして、仕込み後には、「汲みかけ」を行います。汲みかけとは、麹が持つ酵素を全体に行き渡らせ、糖化を均一に促進させるため、酒母の中の水分を「汲み」とり、全体に回し「かけ」る工程です。

写真のように、下方に小さな穴の開いたパイプのようなものを、酒母の入ったタンクにあらかじめ差し込んでおき、麹の酵素を含んだ水分のみをパイプ内部に集め、これを「汲み」とり、蒸米の表面に回し「かけ」ます。これにより、米を潰さず��に、酵素を全体に均一に行き渡らせ、糖化を促進させることができます。
【櫂入れ】
汲みかけ後には、櫂棒を使ってかき混ぜる作業「櫂入れ(かいいれ)」もおこないます。汲みかけをおこなわずに、固体部分と液体部分とをよくまぜる櫂入れ(荒櫂)をおこなう場合と、汲みかけ後に「荒櫂」「二番櫂」「三番櫂」と櫂入れを続ける場合があります。
第3~4日 打瀬
荒櫂から、次に説明する前暖気までの期間は「打瀬(うたせ)」と呼ばれます。山廃造りの「打瀬」では、雑菌が繁殖しにくくするために、酒母を5~6℃程度の低温に保ちます。
第5~12日 初暖気~前暖気期間
ここからの工程は、生酛造りとほぼ同じです。
「打瀬」の次には「暖気樽(だきだる)」という湯たんぽのような道具を使い、今度は酒母を温めます。この「暖気入れ(だきいれ)」という作業をおこなうことで、酒母の糖化を進めます。暖気入れによって温度を上げ、翌日の暖気入れまでに温度が下がる「鋸歯状(きょしじょう:のこぎりの歯のようにギザギザした形)」の温度経過を辿る点は生酛と同様です。
関連記事:生酛の酒母造り、生酛造りの日本酒を学ぶ第13日~18日 膨れ、湧付�き、湧付き休み
糖化が進んだ結果、今度はその糖分を餌にして酵母が増殖しはじめます。酵母の増殖に伴って発酵による炭酸ガスが生まれ、酒母の表面に筋状の泡が現れる「膨れ(ふくれ)」や、酵母の活動が活発になることで表面が泡でおおわれる「湧付き(わきつき)」が見られるようになります。
さらに酵母の増殖が進んで、酵母の活動によって温度が上がることで、人間が加温操作をしなくてもよい状態になることを「湧付き休み(わきつきやすみ)」と呼びます。
第19日 分け
しかし、このまま温度が上がりっぱなしの状態にしておくと、アルコール度数や酸度が高くなるため、酵母が弱ってしまいます。これを防ぐために温度を下げる目的で、酒母を小さな桶や半切りに小分けすることを「分け(もと分け)」と呼びます。現代では実際に容器は分けずに、冷却用の設備を使用することで温度を下げることも多くなりましたが、この工程は変わらず「もと分け」と呼ばれています。
第21日~ 枯らし
「分け」から次の作業に酒母を使用するまでの期間のことを「枯らし」と呼び、さらに低温をキープするこの期間を経て酒母が完成します。
こうしておよそ30日間かけて山廃酒母ができあがります。
「山廃」の味の特徴と飲み方 – しっかりした味の料理と一緒に!

速醸系酒母から造られた日本酒は、透明感がありスッキリとした味わいになりやすく、生酛系は速醸系に比べると複雑な味わいとコク、そして乳酸菌由来の酸味を感じやすいと言われます。
これは、生酛系酒母に含まれる乳酸菌が、乳酸菌だけでなく、D-アミノ酸を多く生産し、味わいのふくらみやコクに影響を与えるからだと考えられています。
また、同じ生酛系酒母の中でも山廃は生酛とくらべてさらに複雑味のある味わいで、酸味の刺激も強いことが多いです。
これは、生酛において
- 山卸の作業中に、蒸米のデンプンが老化する
- 暖気入れの温度や、操作の違いがある
- 仕込み温度の違いがある(生酛:5℃、山廃:8℃)
などの山廃と異なる工程が、酒母に影響を与えているからだとされています。
このように、日本酒のなかでも、複雑味や酸味が強い傾向にある山廃におすすめの料理ですが、原酒や熟成酒など、特に味わいの濃い山廃の場合は、肉料理などの、しっかりした味わいのものと相性が良いでしょう。また、山廃の中でもアルコール度数が低め(14~16度程度)のものは、焼き魚や煮魚、赤身系のお刺身などの魚料理とよく合います。
飲む温度は、生酒のものは冷酒または熱燗で、火入れのものは常温から熱燗で楽しむのがおすすめです。とはいえ同じ山廃でも使用される米や酵母などの原料や、麹づくりや醪工程の温度管理などによって大きく味が変わるのも日本酒の面白いところです。この記事を読んで山廃に興味を持ったら、お気に入りの蔵元や気になる蔵元の山廃を飲み比べて味の違いを楽しんでみるのもよいでしょう。
「山廃」のお酒はどんなものがある?
末廣酒造「伝承山廃純米 末廣」

山廃を考案した嘉儀金一郎が、実際に山廃の試験醸造を行った福島県・末廣酒造のお酒です。
試験醸造当時から受け継がれる嘉儀式山廃造りで仕上げられた、山廃らしい乳酸由来の酸味と甘みがバランスの良い、燗上がりする日本酒です。
菊姫「山廃純米」

石川県・菊姫の「山廃純米」は、昭和58年に日本で初めて「山廃仕込」と表示した純米酒です。
ナッツやカラメルを思わせる香り、山廃らしい力強い酸味とうま味、濃醇でコクのある味わいが特徴です。濃い味わいのお酒ですが、酸味も強いためキレが良く、冷やでもお燗でも、幅広い温度帯で楽しめるお酒です。
上原酒造「不老泉 山廃純米吟醸 備前雄町 無濾過生原酒」

「芳醇旨口」を代名詞とし、山廃や蔵付き天然酵母にこだわる、滋賀県・上原酒造のお酒です。濃醇でありながら雑味がなく、それでいてキレの良い唯一無二の酒質を誇ります。
この銘柄は、山廃によるミルキーなニュアンス、コクのあるうま味がありつつも、どこかシャープで爽やかな風味を感じられます。
大倉本家「山廃純米 無濾過生原酒 陽の光 2021年醸造」

奈良県・大倉本家は、吟醸酒には速醸酵母を使用しつつも、それ以外のお酒は普通酒に至るまで、すべて山廃で造る酒蔵です。
熟したバナナと、乳酸を思わせる香り。甘みやうま味が膨らみつ�つ、ほんのり苦味や渋みが感じられる余韻もあります。お燗にすると、力強いコクを感じられるようになり、肉料理との相性が抜群です。
まとめ
「山廃」は、よくわからないから飲まない、で済ませてしまうにはもったいないほど魅力のある日本酒です。これを機会に、自然の乳酸菌の力を使った発酵で生まれる、「山廃」の力強く奥深い味に触れてみてください。
参考文献
- 灘の酒用語集ウェブサイト「山廃・山卸廃止酛」(2023年12月9日閲覧)
- 吉田元『近代日本の酒づくり 美酒探究の技術史』(2013, 岩波書店)
- 近藤一郎「山廃酒母の育成法」(日本釀造協會雜誌68巻11号, 1973)
- 溝口晴彦「生酛の乳酸菌叢と生酛造りの品質特性」(日本醸造協会誌108巻6号, 2013)
- 川崎恒「酒造技術面から見た生翫物語り」(日本醸造協会誌,84巻8号,1989)
Pickup記事

2021.10.27



話題の記事




人気の記事



2020.06.10
最新の記事


2026.07.14




