
2025.10
14
日本酒をユニークにする「並行複発酵」とは:ビール・ワインとの違い、特徴、歴史を徹底解説!
日本酒とワイン、ビールはいずれも醸造酒に分類されますが、原料だけでなく、アルコール発酵の仕方にも大きな違いがあるのを知っていますか?
米と米麹を原料とする日本酒の発酵方法は「並行複発酵」と呼ばれます。日本酒のほかには、焼酎や泡盛、中国の紹興酒や韓国のマッコリなどでも見られる形態です。
この記事では、並行複発酵とはどのような発酵方法なのか、ワインやビールとの違いや味に与える影響、そして日本酒における並行複発酵の確立の歴史を解説していきます。
「並行複発酵」はほかの発酵と何が違う?
ワイン・ビールのアルコール発酵
日本酒の並行複発酵を理解するために、まずはワインとビールの発酵をみていきましょう。
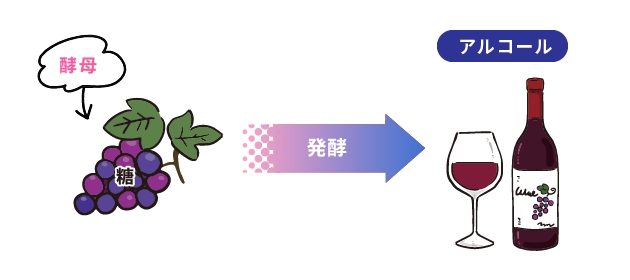
ワインはブドウを原料として造られ、果実の中に含まれてる糖分を酵母が分解することでアルコールを生成(アルコール発酵)します。このように、もともと糖分が含まれている原料がアルコール発酵することを「単発酵」といいます。
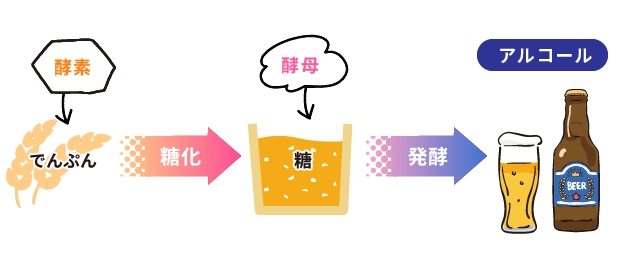
次にビールをみてみましょう。ビールの製造工程では、まず、麦��芽に含まれる酵素が作用し、麦のでんぷんが糖へと分解されます。これを糖化といいます。その後いくつかの工程を経て、麦汁に酵母が添加され、発酵がおこなわれます。このように、糖化が起きた後にアルコール発酵をする方法を「単行複発酵」といいます。
日本酒のアルコール発酵
日本酒の発酵方法の大きな特徴は、でんぷんの糖化とアルコール発酵が同時に進むことです。
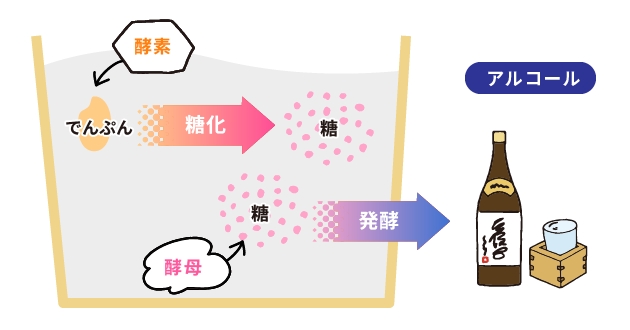
日本酒の原料はお米ですが、元の状態ではアルコール発酵に必要な糖が含まれていません。そのため、まずは醪(もろみ)中で米のでんぷんを糖にする(糖化させる)必要があります。ここで重要な役割を担うのが米麹です。
米麹は蒸した米に麹菌を生やしたものですが、主に「αアミラーゼ」と「グルコアミラーゼ」という糖化酵素を生成します。でんぷんは、まず、αアミラーゼの働きにより、水に溶ける「デキストリン」という状態まで分解されます。このデキストリンを、グルコアミラーゼが分解することで、ブドウ糖が生成されます。
こうしてできたブドウ糖に酵母が作用し、ブドウ糖を分解することで、アルコールと炭酸ガスを生成します。
日本酒は、「掛米」と呼ばれる蒸し米に、これらの働きをする米��麹、優良酵母を培養した酒母、そして水をタンクに仕込んで造られます。同じタンクの中で米麹による糖化と酵母によるアルコール発酵が並行しておこなわれるため、その発酵方法は「並行複発酵」と呼ばれています。
並行複発酵は味にどう影響する?

このように糖化とアルコール発酵が同時に進む並行複発酵では、温度や麹・酒母の配分などの管理が味わいに影響します。
温度の操作は、糖化や発酵に関わる微生物の働きのコントロールに繋がります。例えば醪の三段仕込み(※)の最終段階にあたる留添では、酵母の発酵活動にブレーキをかけるため仕込み温度を吟醸で6〜7 ℃、普通酒で7〜10 ℃など品温を低温に保つのが理想とされています。留添の温度が目標よりも高くなると、酸が多い辛口タイプや粗い酒になる傾向があります。
※三段仕込み:原料を3回に分けてタンクに投入する方法。1回目から初添(はつぞえ)、仲添(なかぞえ)、留添(とめぞえ)と呼ばれる。
また、仕込み配合も酒の味に大きな影響を与えます。仕込み配合とは、三段仕込みの初添、仲添、留添の原料の割合を決める、料理のレシピのようなものです。「汲水歩合」「麹歩合」「酒母歩合」の3つがあり、これらの割合が、醪の発酵速度や香味、酒質に影響を与えています。
たとえば汲水歩合(=お米�の使用量に対する仕込み水の割合)を上げると、醪中の糖分濃度が高すぎて酵母が活動できない状態から解放され、酵母の量が増えるため、発酵がより旺盛になります。すると、醪中のブドウ糖が分解されやすくなり、酒の味わいはすっきりしてキレのよい辛口タイプになります。
このような仕込み配合と並行複発酵の糖化・発酵のバランス、味わいの変化の関係をまとめると次の表のようになります。
| 糖化と発酵のバランス | 味わいの変化 | |
|---|---|---|
| 汲水歩合を上げると | 発酵が速くなる | 淡麗(辛口)になりやすい |
| 麹歩合を上げると | 糖化が速くなる | 濃醇(甘口)になりやすい |
| 酒母歩合を著しく上げると | 醪前半の発酵が速くなる | 濃醇(甘口)になりやすい |
米の品種や精米歩合、水の硬度、使用する酵母や麹の性質など、他にも味わいに影響する要素はありますが、温度や仕込み配合の工夫や糖化・発酵の管理によって酒質や味わいを調整することは、並行複発酵で造る日本酒ならではと言えます。
日本酒の長い歴史のなかで進化してきた並行複発酵
このように日本酒をユニークかつバラ�エティ豊かなものとしている並行複発酵ですが、その方法が確立されるまでには長い時間を要しました。
縄文時代~平安時代:口噛み酒から麹の使用へ

古代、日本では「口噛み酒」が造られていました。口噛み酒とは、雑穀や芋などのでんぷんを含んだ植物を口の中でよく噛み、唾液とともに容器に入れて発酵させたものです。東アジアから南太平洋、中南米にかけて広がった酒造法は、縄文時代の後期から晩期にかけて、東南アジアの焼畑農耕と一緒に日本に伝播したとされています。
その後、弥生時代に入り、紀元前600年ごろになると大陸から水耕稲作が伝わります。このとき、稲作に必要な道具やそれに伴う農耕儀礼なども一緒に日本に入ってきました。その中でも酒造りに大きな影響を与えたのは「麹糵(きくげつ)」でした。
麹糵とは、発芽した玄米にカビを生やしたもので、当時の中国ではすでにこの麹糵を使った酒造りが行われていました。日本においては、平安時代に編纂された『延喜式』(927年)で糵(げつ)の製造方法が紹介されており、現在の種麹が普及する以前の共麹法という製法で造られていたことが分かります。このように、平安時代における「糵」が現在の「麹」の原点であり、現代に通じる酒造りが始まっていたことがわかります。
鎌倉時代〜安土桃山時代:酒母造りの技術革新
鎌倉幕府滅亡後、南北朝の戦乱が終息した14世紀の終わりごろから戦国時代の末ごろまでの約200年間は寺院が醸造する「僧坊酒(そうぼうしゅ)」と呼ばれる酒が発展しました。もともとは神事の際に供える酒を醸造していた寺院が、寺の財源として酒を作り始めたのがきっかけとなっています。
その僧坊酒の一つに菩提山正暦寺の「菩提泉(ぼだいせん)」があります。「そやし水」と呼ばれる乳酸菌を繁殖させた乳酸液を仕込み水に使用して造る酒で、室町時代初期に記された『御酒之日記』で初めて登場し、その造り方が紹介されています。当初はそのまま酒として飲まれていましたが、江戸時代になるとこれを酒母として活用するようになり、日本における乳酸発酵を利用した酒母の元祖とされ、現在は「菩提酛(ぼだいもと)」と呼ばれています。
菩提酛についてより詳しい記事はこちらまた、同じく『御酒之日記』で紹介されている天野山金剛寺で醸造された「天野酒」は、酒母造りの工程がある「段掛法(だんがけほう)」で造られていたとされていることから、この時代には今日の清酒醸造の基盤となる技術が出現していたことがわかります。
こうして奈良の寺院および町方醸造家によって生み出され、改良された製法は、『多聞院日記』(1576年)において「諸白(もろはく)」と称されます。諸白とは、麹米と掛け米の両方に精白米を用いた酒で、奈良で造られた諸白は「南都諸白」というブランドで定着し、その製法も全国に普及していきました。
江戸時代:寒造りの確立と酒造り産業の発展
江戸時代になると、酒造りの舞台は奈良から伊丹(現在の兵庫県伊丹市)に移っていきました。その理由の一つとして挙げられるのが、寒造りにおける酒母の製法の確立です。伊丹での酒造りでは、寒中には仕込み日数が長期化するという問題を解決する製法が開発され、今日の「生酛」として受け継がれています。
生酛についてより詳しい記事はこちらまた、蔵人と呼ばれる季節労働者を組織化することで作業能率も向上。寒造りの酒を大量に醸造できるようになります。こうして伊丹の酒は「伊丹諸白」と呼ばれ、江戸で人気を博しました。
その後、1754年(宝暦4年)、幕府から出された酒造の規制緩和政策を契機に、今日でも名醸地として知られる灘の酒が広く知られるようになります。
灘酒の基本的な醸造方法自体は、南都諸白や伊丹諸白の流れを汲んだものでしたが、寒造りの一本化と醸造期間の短縮が実現し、高品質な酒を大量生産できるようになったことで、酒造りが産業として発展していきました。
明治時代〜:科学の進歩と醸造技術の開発

1904年(明治37年)、明治政府は日本酒の品質、醸造方法を改良することを主な目的として、国立醸造試験所を設立。この時代、酒造りに関わる微生物の役割が研究され、醸造技術が大きく進歩していきました。
1909年(明治42年)には嘉儀金一郎が生酛造りの過程において重労働を要する山卸の過程を省略できる「山卸廃止酛(山廃)」を発明。また、翌年には江田鎌治郎によって「速醸酛」が開発されました。
山卸廃止酛についてより詳しい記事はこちら速醸酛についてより詳しい記事はこちら
速醸酛とは、仕込み当初に必要な乳酸を加えて雑菌の増殖を防ぎ、添加した優良酵母だけを培養したもので、その安全性から現代においては主流となっている酒母です。
また、清酒酵母の研究も進められま��した。1895年(明治28年)に醪から分離させ、人工的に培養できるようになった清酒酵母は、1906年(明治39年)に設立された醸造協会(現公益財団法人日本醸造協会)が分離および育種するようになりました。
1906年に灘の「櫻正宗」の酒母から清酒酵母を分離して以降、培養・頒布事業が本格化させ、1917年(大正6年)からは「きょうかい酵母」として番号を付記し、全国の清酒製造業者に販売しています。
きょうかい酵母についてより詳しい記事はこちら現代:日本酒をさらに多様にする研究開発
近年、並行複発酵そのものに焦点を当てた研究も始まりました。「作」を醸す清水清三郎商店株式会社、新興のクラフトサケ醸造所・株式会社 Linné、いくひ合同会社、奈良先端科学技術大学院大学が共同でおこなうもので、これまで経験的に得られてきた知見が殆どであった並行複発酵を、現代のバイオサイエンス技術に基づいて遺伝子発現の観点から解析するものです。
参考:
清水清三郎商店株式会社、株式会社 Linné、いくひ合同会社及び奈良先端科学技術大学院大学が日本酒醸造における並行複発酵の新たな意義の探索に関する共同研究を開始
この研究は、日本酒づくりにおける「並行複発酵の新たな意義」を探索することを目的としています。今後もこのような研究が進むことで、複雑�な並行複発酵という発酵方法を用いた日本酒の、新たな価値が見出されるのかもしれません。
まとめ
古代、口噛み酒が造られていた時代から多くの知見や研究が生かされ、今日の安全で多様な醸造技術が確立されました。
並行複発酵は、温度や仕込み配合などによって味わいが変化するなど、管理が難しい分、日本酒のアイデンティティに影響する発酵方法といえるのではないでしょうか。
現代のテクノロジーを駆使したさらなる研究開発や、並行複発酵の詳細な分析など、さらなる日本酒の進化の可能性にも期待が膨らみます。
参考資料
- 堀江修二『日本酒の来た道:歴史から見た日本酒製造法の変遷』(今井出版, 2014)
- 小野善生「清酒製造業における革新Ⅰ」(彦根論叢, 2021)
- 小野善生「清酒製造業における革新III」(滋賀大学経済学部研究年報 Vol.30, 2023)
- 小野善生「清酒製造業における革新Ⅳ」(滋賀大学経済学部研究年報Vol.31, 2024)
- 国立大学法人奈良先端科学技術大学院大学「清水清三郎商店株式会社、株式会社 Linné、いくひ合同会社及び奈良先端科学技術大学院大学が日本酒醸造における並行�複発酵の新たな意義の探索に関する共同研究を開始」(奈良先端科学技術大学院大学プレスリリース, 2024)
Pickup記事

2021.10.27



話題の記事




人気の記事



2020.06.10
最新の記事



2026.07.14



