

2019.01
18
日本酒のつくり方は? - 精米から瓶詰めまで、製造工程を一つひとつ解説
日本酒はお米と水から作られていることを知ってる方は多いかもしれません。どのようにして、米と水が日本酒へと姿を変えるのか、不思議じゃないでしょうか?
日本酒は、原材料よりもどのように作るかが、最終的な味わいや香りに大きな影響を及ぼすと言われています。よって日本酒の作り方を知ることで、お酒の選び方や楽しみ方も増えるでしょう。
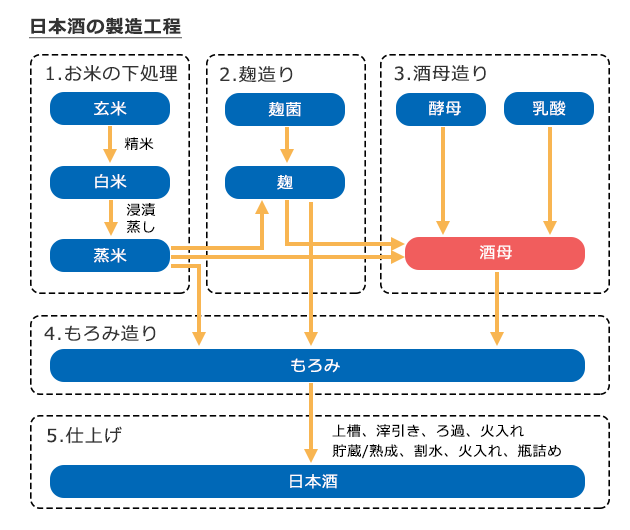
日本酒の製造工程は酒蔵によって多少異なりますが、上の図は最も一般的とされる工程です。これに沿って製造工程を紹介していきます。
お米の下処理
精米
精米とは、お米の外側の部分を削り取る作業です。
お米が収穫された時点では、お米の外側部分にビタミン、タンパク質、脂質などが含まれています。これらは酵母の働きを過剰に活発化させてしまい、味わいや香りを悪くさせてしまうため、精米機を使って外側を削り取っていきます。
洗米(せんまい)
洗米は、精米されたお米を洗って、付着しているぬかや米くずを取り除く作業になります。洗米の際には、お米が水分を吸収しますが、吸水率は日本酒の品質に影響するため、細心の注意の下行われます。
浸漬(しんせき)
次に、お米を水に漬けることで必要十分な水分を吸収させます。
とても単純なプロセスに見えるかもしれませんが、お米がどれだけ水分を含んでいるかは、品質に大きな影響を与えます。洗米によって、最終的な日本酒の品質が決まると言う杜氏もいるほどです。浸漬する時間は、その日の気温、湿度、天候などのさまざまな条件に�依存し、ストップウォッチで秒単位の時間を計測しながら行われます。
蒸し
日本酒の製造において、お米は炊かずに蒸します。
蒸したお米は外側が硬く、内側が柔らかい状態が良いと言われています。蒸しは、浸漬に続いて日本酒の品質を大きく左右する工程で、蒸し米の良し悪しは、この後の麹(こうじ)づくり、酒母づくり、もろみづくりなどの全ての工程に影響を与えます。
麹造り(製麹)
麹とは、前の工程でつくられた蒸し米に、麹菌と呼ばれる菌を繁殖させたものです。
麹の役割は、お米に含まれるデンプンを糖分に分解することです。ここで作られた糖分がこの後の工程でアルコールになります。麹造りは、室温35度の、麹室(こうじむろ)という部屋で汗だくになりながら行われ、通常2日間程度の作業になります。酒造りの格言で、「一麹、二酛、三造り」と言われるなど、日本酒の製造工程の中で最も重要なものの一つです。
酒母造り
酒母(しゅぼ)とは、「蒸し米」「麹」「水」そして「乳酸」を加えた液体です。酒母造りの目的は、アルコール発酵に必要な酵母を大量に培養することです。
この酵母の役割は、麹造りにおいて生成された糖分をアルコールに分解することで、そのためには大量の酵母が必要となります。酵母は非常にデリケートで、微生物や雑菌などが混ざると死滅してしまいます。しかし酵母は酸��性に強いという特徴があるので、乳酸を加えることで、悪い微生物(これらは酸性に弱い)を退治し、酵母のみが増殖できる環境を整えます。酒母造りは大体2-3週間くらいの工程になります。
酒母にはいくつかのタイプがあって、代表的なものを挙げると「速醸系酒母」と「生酛系酒母」などがあります。
醪(もろみ)造り
今までの工程で精製された「酒母」「蒸し米」「麹」そして水をタンクに投入し、この液体を「もろみ」といいます。
これらの原料は一度に投入せず、通常4日間で3回に分けて行われます。3回に分けて行う理由は、酒母はもろみ全体の6%程度の量しかないため、一度に大量に混ぜ合わせると酸性が薄まって、微生物が繁殖しやすい環境=酵母が淘汰されやすい環境になるのを防ぐためです。この3回にわけるプロセスを3段仕込みと言います。
3段仕込みの後は、2週間から1ヵ月ほどかけて本格的な発酵をさせます。日本酒の発酵プロセスは並行複発酵と呼ばれ、「炭水化物から糖類への分解」と「糖類からアルコールへの発酵」がタンクの中で同時に行われます。この発酵プロセスは3-4週間ほどかかり、アルコール度数は17-20度程度になります。
仕上げ
上槽(じょうそう)
発酵が完了したら、できあがったもろみを搾り、固体(酒粕)と液体(酒)に分けます。この搾りのことを上槽と呼びます。
日本酒の搾り方には様々な方法があり、近代的な機械による搾りから、袋にもろみを詰めて重石で搾るなどの昔ながらの伝統的なものもあります。
滓引き(おりびき)
搾ったあとの液体には細かい米や酵母などの固形物が浮かび、うっすらと濁った状態になります。この固形物は滓と呼ばれ、放置しておくと沈殿し、液体の上部が澄んできます。
通常、タンクには取り出し口が2つあり、澄んだ部分のみを取り出したい場合は、上の取り出し口(上呑み)を、滓を混ぜて取り出したい場合は下の取り出し口(下呑)から抽出します。通常は、上呑より抽出しますが、下呑みから取り出した滓を混ぜたお酒を滓酒や滓がらみといいます。
濾過(ろか)
滓引き後も細かい沈殿物が残っているので、それらを濾過によって除去します。濾過の主な目的は次の2つです。
脱色
滓引き後の酒は黄色がかっており、濾過を行うことで着色物を除去し無色透明に脱色します。
香味の調整、異臭の除去
余分な臭いの基になる成分や、不要な微生物を濾過によって除去します。
このように濾過の主な目的は、脱色と香味の調整ですが、濾過をしすぎると良い香味特性が失われるリス��クもあります。これを逆手にとって、「濾過をしない」「少ししか濾過をしない」といったようなお酒も出てきています。濾過作業を行わない日本酒は「無濾過」などと記載され、より複雑な味わいを持っています。
火入れ(1回目)
火入れとは、搾った日本酒を60-65度に30分程度加熱することです。
日本酒の中に残っている酵素の働きを止め、上槽後に繁殖しやすい「火落ち菌」と呼ばれる微生物を除去することが目的です。これらが残ると、後に香味に悪影響がでることがあるのでこの段階で殺菌されます。
火入れを行わないお酒は生酒(なまざけ)と呼ばれ、フレッシュでフルーツのような口当たりが特徴です。
【参考】「生酒」「生貯蔵酒」「生詰め酒」とは何か?その違いは?
貯蔵 / 熟成
火入れ後は、タンクで適切な温度管理の下、貯蔵されます。
貯蔵の目的は、時間をおくことで水とアルコールが調和し、よりまろやかな味わいにすることと言われています。貯蔵期間は長ければいいというものではなく、適切な時期を見極めることが重要です。
割水
貯蔵を終えたら、適切な量の水を加え、アルコール度数や香味を調整します。これを割水と呼びます。
通常、日本酒のアルコール度数は15%程度に調整されますが、中には水を加えない��まま出荷されるタイプの日本酒もあり、それらは原酒(げんしゅ)と呼ばれます。原酒のアルコール度数は18%以上のものもあり、すべての醸造酒の中で最も高い部類です。
火入れ(2回目)
瓶詰めの前に2回目の火入れを行います。
瓶詰め
最後に出来上がった日本酒を瓶に詰めていき、酒屋さんやデパートなどへ出荷されます。
まとめ
日本酒の製造工程は、他のお酒と比べても複雑かつデリケートで、高い技術を持った職人たちが大変な作業をして出来上がっています。どのように日本酒が作られているかを理解することで、お店での日本酒の選び方や楽しみ方がより幅広くなってくると思いますので是非ご参考にしてください。
Pickup記事

2021.10.27



話題の記事




人気の記事



2020.06.10
最新の記事




2026.07.14


