2026.07
16
What Are Sake Spoilage and Hiochi? — The History of Preventing Sake Deterioration from the Past to Today
It is often said that sake does not spoil. Thanks to its alcohol content, which inhibits the growth of many microorganisms, sake is generally more stable than many other beverages.
However, this was not always the case. Throughout history, sake spoilage was a serious challenge for brewers, occurring both during fermentation and after production. In some periods, contamination could cause losses severe enough to threaten the survival of an entire brewery.
Known as fuzo and hiochi, these forms of spoilage shaped the development of sake brewing techniques, preservation methods, and scientific research.
This article explores what fuzo and hiochi are, how brewers have prevented them, and the long history of the sake industry’s efforts to control spoilage.
The Difference Between Fuzo and Hiochi
Two terms are used to describe sake spoilage: fuzo and hiochi. Although both are caused by unwanted bacterial activity, they occur at different stages of production.
Fuzo: Spoilage During Fermentation
Fuzo refers to spoilage that occurs before the sake has been pressed, during the fermentation stage.
It occurs when lactic acid bacteria multiply in the moromi (main mash), causing an abnormal increase in acidity. As a result, fermentation becomes sluggish or stops entirely, and unpleasant aromas may develop.
The bacteria responsible are known as fuzo lactic acid bacteria. The moromi environment is extremely challenging for most microorganisms because it contains alcohol and has a low pH. However, fuzo bacteria are unusually resistant.
They can survive and multiply under conditions such as:
- Low temperatures (around 5–8°C)
- Low pH levels (around 3.0)
- Alcohol concentrations of approximately 15%
Some strains can even survive in environments exceeding 18% alcohol.
Hiochi: Spoilage After Pressing
Hiochi, by contrast, occurs after pressing, when the sake has already become a finished product.
Hiochi bacteria multiply within the sake, producing diacetyl, a compound that creates a sour, yogurt-like aroma. The sake may also become cloudy and develop unpleasant flavors.
These bacteria are collectively known as hiochi-kin (hiochi bacteria). Like fuzo bacteria, they have a remarkable tolerance for alcohol.
(Image: Rod-shaped hiochi bacteria. Source: Nada Sake Glossary, Nada Sake Research Association)
Sake affected by either fuzo or hiochi experiences significant deterioration in aroma and flavor, including excessive acidity, bitterness, and off-flavors.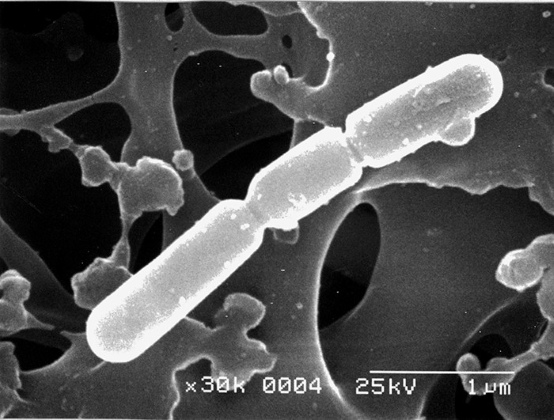
Although spoiled sake does not pose a significant health risk when consumed, it cannot be sold commercially. For breweries, preventing spoilage has always been a matter of critical importance.
Causes and Countermeasures

Fuzo
Fuzo occurs when fuzo lactic acid bacteria contaminate the koji or shubo (yeast starter).
The most important defense is maintaining a clean brewing environment. Breweries must carefully sanitize areas such as the koji room, tools used during yeast starter preparation, and equipment that comes into contact with steamed rice, including hoses and air pumps. Thorough handwashing throughout the brewing process is also essential.
The risk of fuzo increases when yeast growth in the moromi is delayed. Although the acidic environment of the moromi helps suppress bacteria, acidity alone is not enough to prevent contamination.
The key is maintaining a high concentration of yeast cells that can dominate the environment before harmful bacteria become established.
The modern sandan-jikomi (three-stage addition) method helps achieve this. By adding water, koji, and steamed rice gradually in three separate stages, brewers avoid suddenly diluting the yeast population, acidity, and alcohol concentration created in the shubo. This creates conditions in which lactic acid bacteria struggle to multiply.
Hiochi
Hiochi bacteria can be eliminated through hi-ire (pasteurization).
The standard pasteurization process involves heating sake to 63°C or higher for at least ten minutes. For nama-zake (unpasteurized sake) and other products that skip pasteurization, fine filtration (seimitsu roka) can be used as an alternative method to remove bacteria.
However, contamination can also occur through poor sanitation. Preventive measures include thoroughly cleaning equipment, maintaining dry brewery floors, and regularly testing stored sake for the presence of hiochi bacteria.
The History of the Battle Against Spoilage
Today, fuzo and hiochi have become extremely rare. However, this was the result of centuries of accumulated knowledge, practical experience, and scientific research by brewers and researchers.
The story of sake spoilage is also the story of how brewing evolved—from traditional observation and experience to modern microbiological control.
Before Modern Science: Experience and Observation
Before the development of microbiology, sake spoilage was often viewed as an unavoidable disaster. Brewers had no understanding of bacteria or microorganisms, and prevention relied largely on experience passed down through generations.
The earliest known use of hi-ire (pasteurization) in sake production dates back to the Muromachi period (1336–1573). However, its original purpose was not preservation. Instead, heating was used to prevent residual sugars from continuing to ferment, which could make sake excessively dry.
The use of hi-ire specifically as a preservation technique began during the Edo period (1603–1868).
The brewing manual Domoshuzoki (1687) describes how sake was heated depending on the type of sake and the season in which it was produced. Only sake brewed during the coldest part of winter was exempt from this process, suggesting that hi-ire had already become an established method for preventing spoilage.
During the Edo period, brewers also developed a technique known as hashira-jochu, in which shochu (distilled alcohol) was added to the moromi (main mash) or finished sake. Increasing the alcohol content helped suppress bacterial growth and improve stability.
The Meiji Period (1868–1912): The Discovery of Hiochi Bacteria
Despite these practices, sake spoilage remained a serious problem during the Meiji period (1868–1912).
Contamination continued to cause major losses, and some breweries struggled to survive. At the time, sake tax accounted for roughly one-third of Japan’s national tax revenue, making the stability of sake production an important economic issue.
In response, the Japanese government established the National Research Institute of Brewing in 1904 with the goal of improving brewing science and eliminating problems such as fuzo and hiochi.
Among the foreign experts invited to Japan during its modernization period was Robert William Atkinson, a British chemist and professor at the University of Tokyo. In 1881, Atkinson observed rod-shaped bacteria in spoiled sake. This was the first recorded observation of what would later be identified as hiochi bacteria.
Changes in Brewing Practices
Until the late 19th century, brewers often reheated sake repeatedly—sometimes once a month—because they feared hiochi contamination.
However, repeated heating had disadvantages. It reduced the amount of sake through evaporation, increased costs, and negatively affected quality. At the time, sake was commonly stored in wooden casks, and repeated heating accelerated coloration and created unwanted flavors and aromas from the wood.
As scientific research progressed, brewers gained a better understanding of effective pasteurization conditions.
Agricultural chemist Teizo Takahashi demonstrated that hiochi bacteria could be eliminated by heating sake at 55–56°C for 15 minutes. By the late Meiji period, pasteurization around 55°C had become common, although temperatures above 60°C were still unusual.
In 1910, Kamajiro Eda of the Brewing Research Institute developed sokujo-moto, a yeast starter method that used cultured yeast and added lactic acid.
This innovation greatly reduced the ability of bacteria responsible for fuzo and hiochi to multiply. However, some traditional brewers criticized the method, arguing that sake made with sokujo-moto lacked the depth and complexity of traditionally prepared sake. As a result, adoption was initially slow among conservative toji (master brewers).
The Rise of Preservatives
Chemical preservatives also played an important role in preventing hiochi during this period.
Before the Meiji period, brewers had experimented with natural preservatives such as plant roots and tree bark, but these methods were generally ineffective. During the early Meiji period, there were even cases where substances such as formalin and mercuric chloride—now recognized as unsafe—were used.
A more effective solution came from Oscar Korschelt, a German scientist and professor at the University of Tokyo. Drawing on his experience as a beer factory engineer, Korschelt investigated the use of salicylic acid as a sake preservative.
Beginning in 1876, he studied its effectiveness and published his findings in the Tokyo Hochi Shimbun in 1879. Salicylic acid was subsequently adopted widely throughout the sake industry.
The Taisho and Showa Periods (1912–1989): The Rise of Scientific Brewing
Advances in Research on Hiochi and Fuzo Bacteria
Research into sake spoilage continued to advance during the Taisho period (1912–1926) and the Showa period (1926–1989).
Building on Atkinson’s early observations, Japanese researchers continued studying hiochi bacteria. In 1915, Teizo Takahashi discovered that some hiochi bacteria required sake itself in order to grow, while others did not.
The sake-dependent strains became known as shinsei hiochi-kin (“true hiochi bacteria”).
In 1956, Gakuzo Tanaka and colleagues identified mevalonic acid as the specific nutrient required by these bacteria.

In 1957, Kakuo Kitahara and colleagues formally classified two major groups of hiochi bacteria:
- Lactobacillus homohiochii: bacteria that produce mainly lactic acid from sugar
- Lactobacillus heterohiochii: bacteria that produce lactic acid along with carbon dioxide and other byproducts
(Lactobacillus heterohiochii was later renamed Lactobacillus fructivorans. Following the reclassification of the Lactobacillus genus in 2020, it is now known as Fructilactobacillus fructivorans.)
Research into fuzo bacteria followed.
When a nationwide outbreak of fuzo occurred during the 1948–1949 brewing year, researchers conducted detailed microbiological investigations. Around 1961, scientists at the National Tax Agency’s Brewing Research Institute identified the responsible bacteria as Lactobacillus casei, L. plantarum, and L. leichmannii.
Although modern microbiology dramatically reduced spoilage, hiochi remained a measurable problem well into the 20th century. In 1930, sake lost to hiochi still accounted for approximately 0.1% of national production—around 700,000 liters per year.
The Impact of War
During World War II, shortages of rice reduced sake production and threatened government tax revenue.
To increase supply, the government authorized the addition of distilled alcohol to sake and moromi. After the war, a method known as sanbai-zojo (“triple-volume brewing”) became widespread, allowing brewers to produce much larger volumes by adding significant amounts of brewers’ alcohol.
One unintended consequence was increased stability. The higher alcohol concentration made sake more resistant to both fuzo and hiochi.
The war also changed sake storage methods. Traditionally, sake had been stored in cedar casks, but rising timber costs had already encouraged a gradual shift toward metal containers.
When the Second Sino-Japanese War began in 1937, copper tanks were requisitioned for military use, and enamel-lined tanks were introduced as replacements. Combined with increased alcohol levels and sanbai-zojo, these new storage methods greatly reduced spoilage.
By this point, some members of the industry began to regard hiochi as a problem of the past.

Salicylic acid, which had been widely used since the Meiji period, came under international scrutiny after the World Health Organization (WHO) and the Food and Agriculture Organization (FAO) classified it as an undesirable food additive in 1961.
In response, the Japan Sake and Shochu Makers Association called for the voluntary suspension of its use in 1969 and formally prohibited it in 1973.
With chemical preservatives no longer available, heat pasteurization once again became the primary method of preventing spoilage.
Alongside stricter hygiene standards in breweries, pasteurization methods were updated in 1971. Based on research by Masaharu Nagatani and colleagues, the standard temperature was raised from 60°C to 65°C for at least ten minutes.
Reducing bacterial contamination before pasteurization also became a priority. Membrane filtration technologies, already used in the United States for sterile filtration of beer and wine, were introduced into sake production and proved effective in lowering bacterial levels.
Through these combined advances—including the spread of sokujo-moto, improved brewery sanitation, modern equipment, and microbiological management—cases of fuzo and hiochi that continued to occur into the mid-1970s have now almost completely disappeared.
Looking Ahead

With today’s advanced technology and established quality-control systems, many consumers assume that sake simply does not spoil.
However, the bacteria responsible for fuzo and hiochi have not disappeared. They remain present in the environment, meaning that careful management is still essential.
Breweries using traditional tools and methods, as well as those attempting to recreate older brewing practices, remain particularly aware of spoilage risks.
The growing popularity of nama-zake (unpasteurized sake) and low-alcohol sake—both of which are more vulnerable to hiochi—also means that prevention remains an ongoing challenge.
At the same time, changing food culture has influenced how people perceive flavors. Characteristics that were once considered defects, including certain types of acidity and other “off-flavors,” are increasingly being appreciated as expressions of a brewery’s individuality.
In some cases, sake affected by fuzo-like phenomena has even been released commercially and gained a following.
Summary
The history of fuzo and hiochi is the story of sake moving from a world where spoilage was seen as an unavoidable disaster to one where scientific knowledge and careful management made stable production possible.
The sake enjoyed today is the result of centuries of dedication, experimentation, and research by brewers and scientists.
At the same time, the growing acceptance of flavors once considered undesirable raises new questions. Rather than simply viewing the boundary between “character” and “spoilage” as something that has disappeared, it is worth recognizing the efforts of those who developed the techniques that made modern sake possible—and continuing to observe how the conversation evolves.
References
- Katsuhiko Kitamoto, Teiichi Oya, Nami Goto, Katsuya Gomi, Hiroshi Takagi, Encyclopedia of Brewing (Asakura Publishing, 2021)
- Kazuhide Kuriyama, "Modernization of Sake Brewing" (Chemistry and Biology, Vol. 22, No. 9, 1984)
- Masuo Kuruma, "Production and Pasteurization" (Journal of the Brewing Society of Japan, Vol. 70, No. 8, 1975)
- Kikuo Noshiro, "Studies on Hiochi" (Journal of the Brewing Society of Japan, Vol. 64, No. 2, 1969)
- Shoichi Yamada, "Alcohol Addition and Sanbai-zojo" (Journal of the Brewing Society of Japan, Vol. 74, No. 2, 1979)
- Sadamu Sasaki, Taira Yamaguchi, Naoki Harada, "Studies on the Prevention of Hiochi (Report 1)" (Journal of the Brewing Society of Japan, Vol. 65, No. 11, 1970)
- Meiji Suzuki, Masayuki Matsuoka, Minami Tsuchizaki, Yutaka Saito, "On the Filtration and Sterilization of Hiochi Bacteria in Sake Using Membrane Filters" (Journal of the Brewing Society of Japan, Vol. 67, No. 2, 1972)
- Ryozo Tonoike, Hiroo Momose, "Studies on Fuzo in Sake Moromi (Report 1)" (Journal of the Brewing Society of Japan, Vol. 56, No. 6, 1961)
- Kimio Kageyama, "Sake Brewing in the Showa Era (Part 1): Brewing Technology Around 1935" (Journal of the Brewing Society of Japan, Vol. 80, No. 2, 1985)
- History of the Laboratory, Fermentation Science Laboratory, University of Tokyo Graduate School of Agricultural and Life Sciences, Department of Biotechnology
Pickup Articles



2019.01.18
2019.01.25
Trending Articles




Popular Articles
Recent Articles