2020.02
10
Koji, the main character in sake brewing! The process and how it gives sake its qualities
You have probably seen "rice(米)" and "rice koji(米麹)" listed as the main ingredients on a sake bottle.
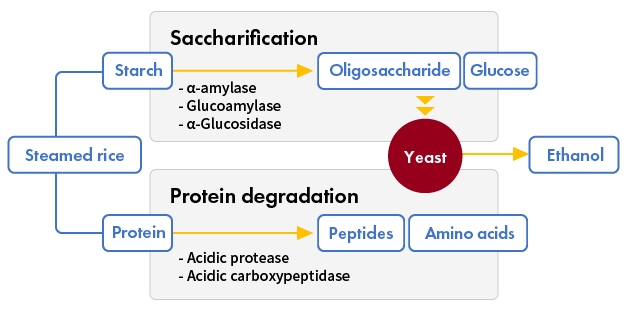
Fruits such as grapes used in wines can produce alcohol from fermenting their own sugar, but rice, which is the raw ingredient for sake, contains starch. While starch is the source of sugar, it in itself does not contain any sugar. Therefore, another ingredient, koji, is indispensable for sake brewing, allowing the production of alcohol from rice.

Firstly, koji is a type of mold that breeds from "kojikin" (a fungus known as Aspergillus Oryzae) and is mainly used to decompose starch into sugar. How? Koji contains saccharification enzymes like alpha-amylase and glucoamylase which can break down starch in rice into sugar. Only then can yeast fermentation create alcohol. In addition, koji can also decompose proteins into amino acids thanks to its other enzymes like acid proteases, and peptidases such as acid carboxypeptidase. Amino acids can be a source of umami and richness, but too much can detract from the taste. For this reason, toji (brew master) and kurabito (brewery worker) spend years sharpening their skills to find the delicate balance between these enzymes to create good koji.
Koji-making takes two to three days. This is an important and delicate step in the sake brewing process. Here, we will look at how it is made and why it affects the aroma and taste of sake.
Steaming (jokyo)
Steaming, known as "jokyo", is key to the activity of kojikin. This step happens once the rice has been thoroughly washed and dunked in water to absorb the water (known as "shinseki"). The difference between steamed rice and cooked rice is the water content. Steamed rice has a lower water content and is better suited for the activity of kojikin.
The steaming is performed using a large steamer called a koshiki and sometimes a "continuous rice steaming equipment". The amount of water contained in the rice determines the growth and reproduction rate of kojikin, but water continues to be absorbed and fluctuates during the stages of washing, soaking and steaming. Therefore, close attention needs to be paid to the amount of water and the time spent in each step. The steamed rice is then left to cool to a preset temperature and water content. There are two methods for cooling - natural cooling spreads the steamed rice on a cloth and leaves it in the open, while a cooling machine will apply cold air to the steamed rice left on a conveyor.

The ideal condition is for the steamed rice to finish with a hard exterior yet soft inside. The amount of water retained greatly impacts how the kojikin will grow its hyphae, as we will see in detail later.
Bringing In & Kneading (Hikikomi & Tokomomi)
After cooling, the steamed rice is transported to the kojimuro (literally, koji-room). This process is called "hikikomi" (or to bring-in). The koji-room is controlled to a high temperature (usually around 30℃) with high humidity (around 60%) to assist the reproduction of kojikin. While hygiene in the entire brewery is essential, it is extra vital here in the koji-room to prevent foreign bacteria from entering and sticking to the rice. The steamed rice is spread out and left for two to three hours for the heat to spread evenly.

Once the rice is at an even temperature, the tane-koji called "moyashi" is sprinkled on the rice using a sieve. The tane-koji used in sake brewing is called “yellow kojikin” but the "white kojikin" has been garnering attention recently. The white kojikin is normally reserved for shochu but the citric acid of the white kojikin has been found to add a refreshing citrus acidity and create a unique flavor in sake. The focus on koji for its influence on the taste of sake, be it sweetness, sourness or umami has been most common, but depending on the brand of the moyashi, some claim that the resulting koji can also have an influence on the scent of the finished sake.
To make sure the moyashi is worked in evenly, the rice is firmly kneaded by hand. This process is called tokomomi (or kneading). After kneading, the rice blended with the kojikin is stacked up and covered with a cloth to keep it warm to create the best culture for the kojikin to do its work and reproduce. This completes the tokomomi process.
The cloth used in this step is made of cotton, although sometimes a woolen blanket is used for better insulation. GORE-TEX commonly used in mountaineering is also gaining traction as a viable material. Its ability to permeate moisture means the koji can be kept warm whilst removing excess water. It is also waterproof which makes it easier for cleaning as the rice does not stick to it.

Turnover & Mound (Kirikaeshi & Mori)
10-12 hours after completing the tokomomi process, the surface of the rice is a little dry and due to the reproduction of the kojikin, the rice grains stick together. To reproduce even more kojikin, the rice grains need to be separated and turned over to supply ample oxygen. This process is called "kirikaeshi" (or turnover). It also serves the purpose of adjusting the rice to the right temperature and evening out the water content. By repeating this several times, the kojikin can continue to grow and reproduce comfortably.
If you look closely at the rice during this kirikaeshi stage, you can see the hyphae of the kojikin has grown, and that "haze" or the propagation of kojikin has started. If everything has gone well and the rice has a hard exterior with a soft inside as described previously, then the kojikin can easily germinate the hyphae towards the center of the rice grain. When the haze is uneven on the surface of the grain, but the hyphae has grown sufficiently inwards, then this is known as "tsuki-haze" or speckled-haze. In comparison, when the hyphae has grown deep as well as evenly across the entire surface of the grain, this is called "so-haze" or all-rounded haze.
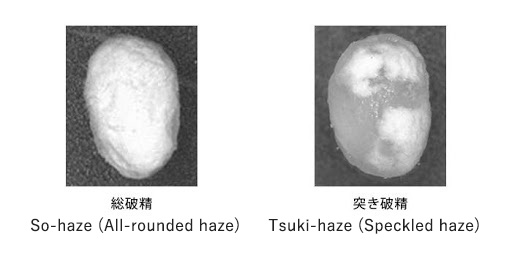
The koji from so-haze has high levels of enzyme activity and is suited to bringing out the sweetness and umami of rice. On the other hand, koji from tsuki-haze is more suited for ginjo sake, because it has moderate enzyme and lends itself well to making a sake with a clear and dry taste.
The rice that has been turned over in kirikaeshi will naturally generate heat due to the kojikin reproduction taking place. However, if the temperature rises too much it will impede enzyme activity. Therefore, in order to better control the temperature, the rice is gently kneaded once again and then packaged into boxes. This process is called "mori" (or mound).
Trays, boxes or machines can be used to hold the koji, depending on the amount, the progress of the haze, the temperature and the available facilities of the brewery. Recently, instead of wood being the main material, plastic is becoming increasingly used for the containers. Unlike a wooden container that allows water to pass through, a plastic container can maintain a constant amount of water. In normal koji making, both the humidity and temperature must be controlled simultaneously. However, when using a plastic container, if the koji is sufficiently dried, it becomes possible to focus solely on controlling the temperature. This makes the quality of the koji more consistent, controlling the humidity/temperature can be manualized, and division of labour becomes easier. This is called "tupper koji" (from Tupperware) or "tarai koji" (from the Japanese word for washbasins). More formally, it is called the "Ueda-style koji making" after Mr. Gokuni Ueda who invented this method.

Middle-step & Final-step (Naka-shigoto & Shimai-shigoto)
After the mori, the temperature rises again over time and the kojikin continues to reproduce. Once the temperature reaches around 35°C begins the process of "naka shigoto" or the middle step. In order to prevent the temperature from rising too high the rice grains that have started sticking together is separated and spread out across the lid or tray to a uniform thickness. Spreading it releases some of the heat and moisture and also increases surface area for increased oxygen contact. Then it is covered with a cloth to wait for the temperature to rise again.
Five to seven hours after this step, the koji is near completion. However, since the amylase-based enzymes become active around 40°C, when the temperature rises to 38.5°C, the temperature of the whole rice needs to be distributed evenly again, and the mixture is mixed to remove excess water and to increase the temperature one final time. This stage is the "shimai-shigoto" or final step.
Exit & Rest (Dekoji & Karashi)
After the shimai-shigoto, the mix is further kept at a temperature of 40-43˚C for another 8-12 hours after which it is taken out of the koji-room to cool and stop the growth of kojikin. This process is called "dekoji" (or koji exit).
The time from shimai-shigoto to dekoji is determined according to the standards of each brewery but also depending on whether it will be used as a yeast starter (shubo) or main mash (moromi).

The koji removed from the koji-room is spread out and cooled. This process is called "karashi". The finished koji produces a fragrance like chestnuts. After removing excess water and lowering the temperature, the koji-making process is finally complete.
Summary
As expressed in the adage, "First koji, then yeast, and lastly brewing" it can be seen that koji plays a leading role in steering the outcome of the final product that is sake.
Temperature control is one determinant in good koji making, but the long, laborious endurance of the brewery workers also plays a part in this important and delicate process. While koji does not directly affect the aroma and taste of sake, the turnout of the koji directly affects how the yeast and mash can perform at their heights, thus affecting the sake. Behind the increase in delicious sake is technological progress and the willingness to try new methods. Knowing the complex and dedicated process of koji making may help you to start enjoying sake differently.
Pickup Articles


2019.01.18

2019.01.25
Trending Articles




Popular Articles
Recent Articles