2025.10
15
Why Sake Looks Clear: Learning the Process from Pressing to Bottling
When poured into a glass, sake appears clear and transparent. This pristine look has been prized since the Manyo era (the 7th–8th century, the time of Japan’s oldest poetry anthology Manyoshu), when it was referred to as sumizake (“clear sake”) and valued as a mark of quality.
Although sake is made from nothing more than water, rice, rice koji and yeast, before it is finished it looks more like a thick rice porridge. So why is the sake we drink transparent? And how does it differ from those that have a faint greenish tint or a light cloudiness, such as origarami sake?
In this article, we’ll walk through the process of how sake transforms from the moromi mash into the beautifully clear drink we enjoy today.
Step One: Pressing the Moromi

To make sake, the mash called moromi must first be pressed. This is the crucial first step toward turning it into the clear drink we know.
There are several methods for pressing the moromi: filling cotton sake-bukuro bags and letting the liquid drip out (fukuro-tsuri), using vertical wooden presses equipped with a frame (fune, such as the “Sase-style”), or employing accordion-like horizontal presses (Yabuta).
Read the article about pressing:Each method has the same goal—separating the sake from the sake lees (sake kasu)—but comes with its own strengths and drawbacks. Breweries choose based on their scale and the style of sake they want to produce: fukuro-tsuri when aiming to highlight aroma and flavor, and horizontal presses when efficiency is the priority.

In the photo above, you can see the freshly pressed sake as it begins to flow. At first, it appears slightly cloudy, but before long it turns a golden hue.

Even at this stage, when the liquid may look clear, it still contains fine solids. These include undigested starches, proteins, and fibers that slipped through the weave of the sake bags, as well as sake yeast and other microorganisms. By this point the koji mold itself has died off, but the enzymes it produced remain active.
These suspended particles are what we call ori (sediment). Some products, known as ori-garami, are bottled with this sediment left inside. The ori itself contributes flavor, and because it still contains yeast and enzymes, fermentation can continue—breaking down residual sugars and subtly changing the sake’s aroma and taste. One example is the compound diacetyl, which gives off aromas reminiscent of fermented butter or old oil. Interestingly, leaving the sake in contact with ori for a time can reduce the presence of this compound.
However, yeast that survives into the bottle won’t last long in an environment of high alcohol and low sugar. As it dies, it releases amino acids, which again alter the flavor. While this process can sometimes create off-flavors, carefully managed aged sake—known as nama-juku when unpasteurized—can instead develop remarkable depth, drawing out even more of the rice’s umami. Many enthusiasts seek out this unique taste.
Removing the Fine Particles: Ori-biki
Earlier we talked about what happens when sake is left as origarami, with sediment still inside. But since our goal here is clear sake, the next step is oribiki—the racking process to remove the lees.
A few days after pressing, the ori (sediment) sinks to the bottom of the tank. By carefully drawing off only the clear liquid from above, brewers collect sake without sediment. Using a pump or a siphon, the clear portion is gently transferred into another tank, leaving the sediment behind. Out of 2,000 liters of sake, only about 18 liters will be ori. This process is repeated once more at a later stage before the sake is bottled.
If you look closely at the bottom of a sake tank, you’ll notice that it is raised in the center, forming a small mound known as the bozu (meaning “shaved head”). This design causes sediment to settle in the lower area, called the yamashita (meaning “under the mountain”). Tanks usually have two outlets, called nomi-kuchi—one at the top and one at the bottom. In this case, brewers can easily perform oribiki by drawing the sake from the upper outlet.

When sake is bottled with just a trace of sediment, the ori appears like fine falling snow. But when collected in bulk at the bottom of the tank, it looks gray, absorbing the light. This portion is also stored separately in tobin (large bottles) and refrigerated. Later, brewers again separate the clear sake from the sediment that forms inside. By collecting as much of the sake as possible from the ori, waste is minimized (In fact, some products are made exclusively from this ori portion and sold as specialty sake.)

Filtration: Removing Impurities and Quality-Altering Elements
The or-ibiki step removes most of the sediment, but some still remains. Because the lees are so light, they may be pulled along when the sake is transferred, or other floating particles may remain suspended. So how are these removed?
Filtration with Cloth
The simplest method is using cloth, such as gauze. Since the sake has already passed through the fabric of the pressing bags once, this step cannot remove very fine particles. Still, it serves as a last line of defense against small foreign matter.
When finer filtration is needed, brewers use membrane filters made of nonwoven fabric and special filter paper. These can capture small lees and debris. With pore sizes as small as 1 micron (1/1000 of a millimeter) or less, they are fine enough to remove not only starch granules but also relatively large sake yeast cells (typically 2–10 microns).
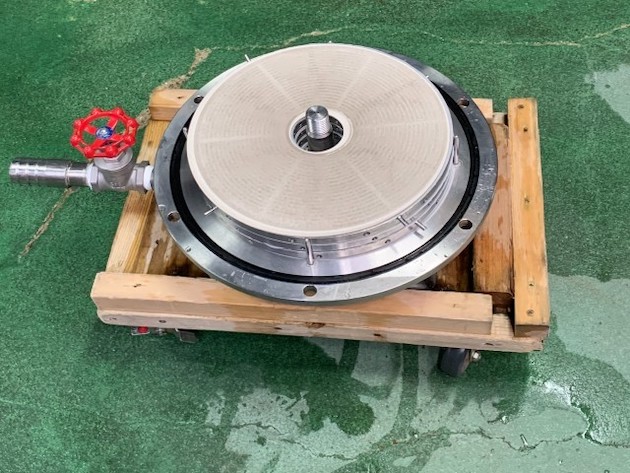
For even more precise removal, SF filters are used. These are bundles of hollow fibers—tube-shaped filters resembling thin noodles—housed together inside a container. As sake flows along the outside of the fibers, clear liquid seeps through to the inside.

With pore sizes as fine as 0.4 microns, SF filters can remove yeast, protein particles, and even lactic acid bacteria that cause spoilage (hi-ochi). Because the pores are so small, preliminary ori-biki and coarse filtration are essential to prevent clogging. By stripping away these micro-components, the resulting flavor becomes noticeably cleaner, which is why more breweries are now adopting SF filtration.

Filtration with Activated Carbon
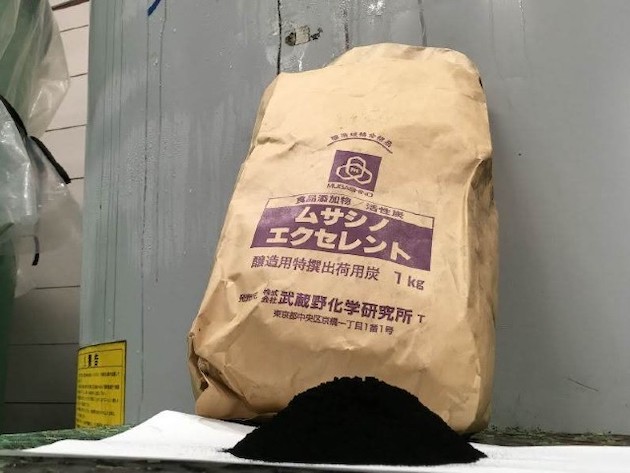
Up to this point we’ve looked at filters that remove only solid matter. But when a brewer wants to eliminate excess color or unwanted aromas, activated carbon filtration comes into play. Activated carbon is charcoal that has been heated with steam or other processes to create countless tiny pores. Materials such as sawdust or coconut shells are typically used as the base, processed to enhance their adsorption capacity.
Activated carbon is especially effective at removing color. The main causes of coloration in sake are fivefold:
- pigments derived from the raw materials (flavins),
- iron-related coloration (ferrichrysin),
- melanoidin compounds that increase during storage,
- sun exposure, and
- copper.
Except for ferrichrysin, all of these can be removed with relatively small amounts of activated carbon, which also adsorbs other substances responsible for discoloration.
Since the colors and aromas to be removed vary depending on the sake, brewers usually conduct preliminary trials, adjusting the amount and type of carbon, then tasting the results before deciding. Sometimes filtration aids—such as diatomaceous earth or cellulose—are combined depending on the target compounds.
More carbon is not always better: beyond a certain point its effectiveness declines. Overuse can strip too much aroma and flavor, or even impart a faint charcoal character to the sake itself.
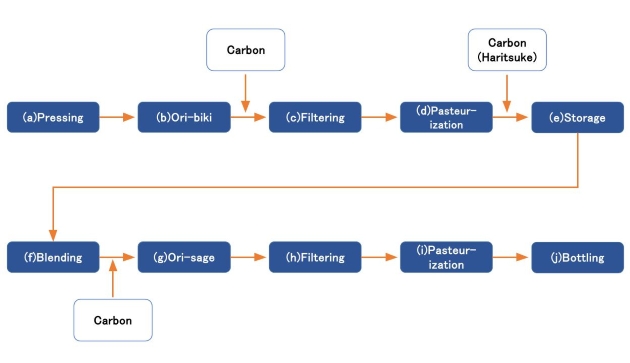
There are several stages when carbon filtration may be applied. One common method during pasteurization and storage is the haritsuke technique: activated carbon is added directly to the storage tank and later removed through a filter. After ori-biki and coarse filtration, the sake is pasteurized while undergoing haritsuke, stored for maturation, then pumped out through a filter into another tank, and pasteurized again at bottling (in the case of two-stage pasteurization).
When bottling as namazake, a fine filter such as an SF filter can be used beforehand to reduce the risk of sediment or microbial contamination.
There is even an anecdotal origin story about the origin of charcoal filtration: it is said that a disgruntled servant, dismissed from a brewery in Itami, spitefully threw ash from a brazier into stored sake. Surprisingly, the sake later turned out delicious, smooth, and free of harshness—leading to the birth of charcoal filtration (Setsuyo Rakuhoshu). Some scholars also suggest that the use of ash to reduce off-flavors and microbes may date back as far as the Nara period (710–794).
Other Steps After Storage and Bottling

Once filtration and pasteurization are complete, the sake is transferred into tanks to await bottling. At this stage the sake is already clear and simply waiting to be shipped—but even pasteurized sake continues to mature. During this time, additional haze can sometimes appear.
This phenomenon is known as shiroboke or protein haze. It is thought to occur when enzymes present in the sake—mainly saccharifying enzymes from the koji—denature through heat and become visible. The result is a faint cloudiness in the liquid. Unlike microbial spoilage (hi-ochi), however, this haze disappears when the sake is warmed. It tends to appear more often in sake brewed with extended koji-making, which enhances umami, though the exact mechanism is still not fully understood.
To address this, fining agents are used. A common method combines tannins from persimmon tannin to coagulate the particles, followed by gelatin or diatomaceous earth to precipitate them. The sediment is then separated through a process similar to ori-biki, leaving a transparent sake. This treatment does not significantly affect flavor, but it does require extra labor, such as transferring the sake back into tanks from bottles and sometimes re-pasteurizing.
Because of the potential stress these steps place on the sake, some breweries choose to ship it without fining. While the appearance may not be as pristine, some retailers even highlight this haze as a marker of maturation. And, as noted above, the haze disappears once the sake is gently warmed.
The Final Safeguard Against Contamination: Bottle Inspection

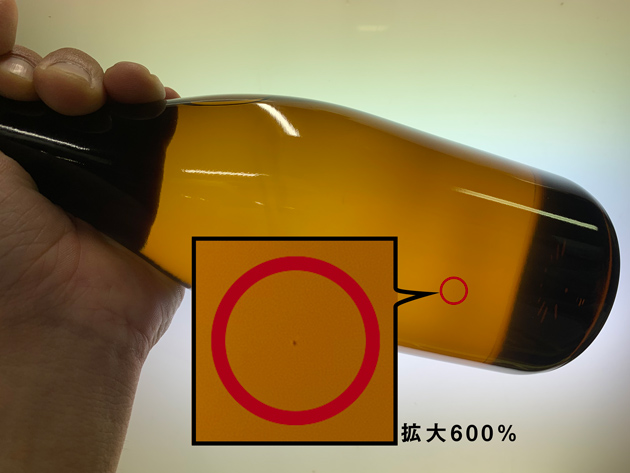
To ensure that no foreign matter ends up in bottled sake, the last line of defense is inspection. A recommended method is tōritsu kenshu (“inverted inspection”), where the bottle is turned upside down and examined against the light. This reveals tiny air bubbles in the liquid, but anything that moves differently from those bubbles—such as floating fibers, reflective shards of glass, or sediment-like particles—is a sign of contamination. Even the smallest intrusions must be detected within just a few seconds as each bottle passes along the line.
(The photo above shows an example of sake in which debris was accidentally mixed—did you spot it?)
The human eye is remarkably sharp, and with experience inspectors can identify issues almost instantly. For even greater accuracy, breweries may also employ automated inspection systems equipped with sensors.
Don’t Forget: Quality Control of Sake Kasu
At the start of this article, we explained how foreign matter is removed from the moromi mash using sake bags. But along with that debris, the solid portion of the mash also remains—and this becomes sake lees, or sake kasu, a product in its own right. That means the lees themselves may contain foreign material unless they are carefully inspected and cleaned. In fact, many breweries consider the sake kasu production line to be one of the stages requiring the greatest vigilance.
Since sake kasu is consumed directly, it must meet food safety standards under Japan’s Food Sanitation Act. From a mash made with 1,000 kg of raw ingredients, about 300 kg of sake kasu is typically produced—enough for roughly 1,000 packages of 300 g each. If even a single strand of hair were to end up inside, it would be a serious problem. For this reason, breweries often use dedicated clean rooms, shining light through the lees for visual inspection and removing contaminants such as browned koji grains, wood splinters from stirring paddles, or stray fibers from the cloth used in the koji room.
What about even larger-scale production? The volume of sake kasu increases dramatically. In such cases, many breweries introduce automated systems for inspection and removal, including color sorters and magnets for metal detection. The sake kasu you see lined up in supermarkets, too, undergoes daily inspection before reaching consumers.
Summary
Even after pressing, there are surprisingly many steps required for sake to truly become clear sake. These processes are essential not only to meet the food and beverage safety standards that prevent contamination, but also to ensure storability—so that the sake can be enjoyed long after the day it was pressed.
At the same time, the un-carbon-filtered, unpasteurized, undiluted styles (muroka namagenshu) that have drawn attention in recent years represent the very forefront of modern technique. From breweries to logistics companies to retailers, every link in the chain works together to deliver such sake safely to consumers. And when you visit a sake shop and ask for recommendations, the staff can guide you to the perfect bottle based on storage and serving style.
Take the opportunity to enjoy sake shaped by all these careful steps—it’s the culmination of craftsmanship, tradition, and technology.
Pickup Articles



2019.01.18

2019.01.25
Trending Articles




Popular Articles
Recent Articles