2022.07
28
What are “additives not included in mandatory labelling” in sake?
Well-known ingredients of sake are rice, rice koji, and water. There are other ingredients including not only “jozo alcohol (distilled alcohol),” which often gets ridiculed, but also “additives not required to be listed on the label” that a few breweries recently have publicly renounced—ingredients and materials used in sake are more varied than one might imagine.
In this article, sake ingredients, in terms of their components, purpose for use, and legal stipulations are explored. By understanding why a particular ingredient is used, a consumer can have their own basis of judgement of the value of sake that may or may not use the ingredient.
Ingredients required to be listed on the label and considered as additives
First, let us look at three ingredients, jozo alcohol (distilled alcohol), saccharides, and acidifiers, as additives that are required to be listed on the label. You might have seen these ingredients on the labels if you have bought carton or cup sake at supermarkets. (In addition to the three items mentioned, “amino acids” are allowed to be added. However, the author has never come across sake with amino acids added, thus they are not included in this article.)
The three additives relate to the “premium categories” that are considered as indicative of the quality of sake. In more concrete terms, sake with added jozo alcohol cannot be labelled “junmai,” in the premium sake categories. Sake with saccharides and/or acidifier added would be categorized as “futsu-shu” and cannot be labelled as premium sake.
Jozo alcohol (distilled alcohol)
The most famous of the additives is probably “jozo alcohol.” Used in non-junmai style sake, such as “honjozo,” it is an ingredient used in the so-called “aruten (alcohol added)”sake and has gotten a bad rap such as “cause for hangover,” or “inauthentic product” (*1).
There are 4 main reasons to add jozo alcohol.
1.Enhancing aroma
Once distilled alcohol is added, the solid part of moromi (which will form the lees or sakekasu) imparts the aroma to the liquid part (which will become sake). This means that adding jozo alcohol can result in more aromatic sake.
2.Producing a clean finish
Sweeter sake is often referred to as “sticky,” meaning the sweetness lingers in your mouth. Adding jozo alcohol lessens this stickiness and effects a clean finish.
3.Raising alcohol content
Alcohol content deriving from fermentation has an upper limit, but adding jozo alcohol can further raise the alcohol content.
4.Improving stability
Adding jozo alcohol can restrain the growth of “hiochi-kin (undesirable kind of lactic acid bacteria)” that causes spoilage.
What is mainly employed as jozo alcohol is alcohol distilled from molasses made from sugarcane, a close form to pure ethanol. For those who are familiar may understand it is basically the same as the base alcohol of chuhai (Shochu highball - Japanese cocktail with shochu and fruit-flavored carbonated water). Some breweries make their own rice shochu to use as jozo alcohol. Also, there are manufacturers who make jozo alcohol using rice farmed in Japan. The amount allowed is up to 10% of the entire rice weight (converted in 95% alcohol content) in case of premium sake.
Some consumers believe jozo alcohol to be chemically synthesized, but that is not the case.
Saccharides
Let’s take a look at the saccharides. The purpose of their employment is simple: to adjust sweetness. There is a need to balance sweetness in sake against aromas, acidity and alcoholic content. To achieve this balance, saccharides may be added.
As with the aforementioned jozo alcohol, ingredients included in brewing need to be reported to the National Tax Office prior to brewing. Therefore, even for adjustment of sweetness, it is not simply “adding the sweetness that turned out to be lacking,” but rather an anticipated addition to balance sweetness that is predesigned taking into consideration other ingredients and the production method.
Sugar may come into mind when hearing “saccharides,” but in sake brewing, they are usually in the form of glucose and glucose syrup. Both are pure glucose/glucose syrup concentrated from liquified, saccharified, and purified starch such as corn starch using the power of enzyme.

Acidifier
What constitutes the acid flavor in sake is organic acids: lactic acid, succinic acid, citric acid, and malic acid. These are produced in the process of fermentation, and as such, contained in junmai sake. However, they can be added as additives to sake to adjust acidity.
For example, lactic acid is produced in fermentation, then may be concentrated, refined, or manufactured through chemical synthesis. For citric acid, it seems common to ferment and refine starch from sweet potato starch.
It is the same as saccharides in that it is employed for the purpose of balancing the flavor (especially against sweetness) as well as it is necessary to apply for use prior to brewing, and for that, to predesign the brewing that incorporates addition of acidifier.
Ingredients not required to be listed on the label but considered as additives
There are two kinds of ingredients and materials used in sake brewing but not required to be listed on the label.
- Ingredients and materials that are “not considered as ingredients of sake” in the Liquor Tax Law because they are components of an ingredient, or the amount added is comparable to the amount generated in the process of fermentation (*2)
- Ingredients that are considered to be “processing aid” under the Food Sanitation Act because they do not remain in the final product after filtration or other processes.
Of such, enzyme agent categorized in the first case and activated charcoal in the second, are additives often targeted for criticism. We will look at these two.
*(2) Liquor Tax Law and Liquor Administration-related Laws and Regulations Interpretation Notice Chapter 2, Article 3, (common matters) 7
Enzyme agent
In sake brewing, it is the power of enzyme in koji that breaks down rice starch into sugars.
Reference: Koji, the main character in sake brewing! The process and how it gives sake its qualities
Enzyme agent is employed to supplement this enzyme. There are mainly two reasons for using enzyme agent instead of koji.
1.Stabilizing quality
Koji making is considered the most important in the sake brewing process. That is because the way koji is made can change the balance of the amount of enzyme, and significantly affect the flavor of sake.
For example, acid carboxypeptidase activity which breaks down peptides (dissolved starch) into amino acids is an enzyme that can be included in koji in the wide range between 925 and 7,416 per gram (*3). Conversely, enzyme agent hardly contains acid carboxypeptidase.
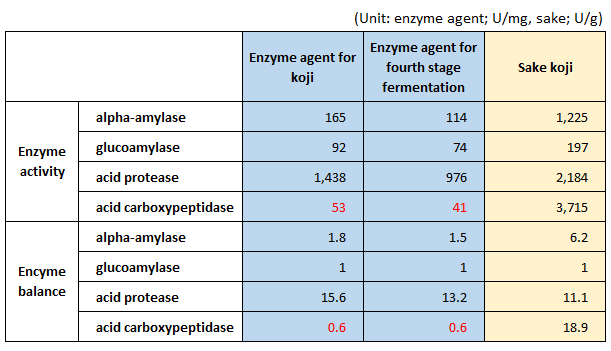
*(3) "Nihonshuyo Shizai Q&A," Jozoyo Shizai Kikaku Kyogikai ed., p39, 66, Brewing Society of Japan, 1999.
Excessive amount of amino acids in sake can be considered an odd flavor. To produce sake with little amino acids, brewer can opt for enzyme agent to replace a part of koji.
2. Streamlining, labor saving
Using enzyme agent instead of koji in part of the process of three-stage fermentation, or replacing koji with enzyme agent in the fourth stage fermentation (described below) can save labor by reducing the frequency of koji making that takes 2 full days. This also allows streamlining of work to institute weekly days off for employees.
Some think the use of enzyme agent is for reducing cost, however, the purchasing cost of enzyme agent appears to be greater than using koji. How, then, is enzyme agent discussed in terms of cost?
A method called “Yodangake (fourth stage fermentation)” adds sweetness by adding another stage of fermentation at the end stage of 3-stage fermentation mash. This fourth fermentation was mainly practiced in the past in two main methods. “Amazake yodan (sweet sake fourth fermentation)” adds amazake-like saccharified liquid made with hot water, steamed rice and rice koji. And “mochigome atsugake yodan (hot sticky rice fourth fermentation” adds hot, steamed glutinous rice (mochigome). Today, “koso yodan (enzyme fourth fermentation)” is widely practiced: steamed rice and enzyme agent are dissolved in hot water before being added to the mash. This fourth fermentation in combination with adding distilled alcohol can increase the volume of sake, which probably accounts for the association between enzyme agent and reduction of cost.
Even when you understand enzyme agents are used for the purposes described above, the unfamiliar and chemical ring to the name “enzyme agent” may make you feel uncomfortable. Let’s, then, take a look at what actually an enzyme agent is.
Enzyme in koji is produced by koji mold, a type of fungus. Enzyme agent, too, is produced by using enzyme from mold. To achieve the desired enzyme balance, they select the fungus strain, set up an environment to culture the mold, and produce the enzyme. Once mold has produced enough enzyme, it is extracted, concentrated, purified and pulverized, or kept in the liquid form with stabilizing agent added, and to adjust enzyme activity, saccharides and other ingredients are added.
Enzyme agent is produced this way, but the use is restricted to be up to 1/1000 of the entire rice used in the brew.
Activated charcoal

Activated charcoal is, as the name suggests, charcoal made from sawdust or coconut shell that is processed in high temperature. Activated charcoal is used as a processing aid and is another material with a bad rap. This may derive from the black color of the pre-fined sake with charcoal, and “charcoal-like smell (sumishu)” that can arise when too much activated charcoal is used.
Activated charcoal has minute crevices that can absorb various components. There are several purposes for employing activated charcoal to take advantage of such a characteristic.
1.Clarifying the color
Activated charcoal absorbs melanoidin, a coloring ingredient that is characteristic of matured sake. Using activated charcoal reduces colors that range from yellow to amber and results in clearer sake.
2.Removing foul smell
Activated charcoal absorbs and suppresses aromatic components that might stem from bags, rubber, and mold in the process of pressing. However, it also absorbs ginjo-ka (ginjo aroma) and renders the sake less fruity.
3.Removing odd flavors
Some bitter flavor components can be absorbed by activated charcoal and sake may offer less odd flavors. Processing with activated charcoal hardly alters sake meter value, acidity, amino acid level, sugar content and pH value.
4.Allowing for longer storage
Sake processed with activated charcoal keeps better for a longer time as less ingredients that cause changes in color and aroma by maturation, or deterioration by bacterial spoilage or protein cloudiness remain.
5.Correcting putrefied sake
Putrefaction, a condition in which healthy fermentation is inhibited, and hiochi, spoilage by hiochi lactic acid bacteria can be corrected using activated charcoal, among other methods.
All activated charcoal used is removed when fined, and does not remain in sake, so that it is not mandated to be included in the list of ingredients as processing aid.
Ingredients not required to be listed on the label and not considered as additives
There are ingredients and materials that are not required to be listed on the label, just as enzyme agent and activated charcoal, but less likely to be regarded as additives, or at least there are less people who would avoid sake with these additives, for example, yeast and lactic acid for brewing. Let’s look at these ingredients/materials.
Yeast

Yeast is another microorganism that is at the core of sake brewing, along with koji mold, and helps process sugars into alcohol. Yeast cultivated by institutions such as the Brewing Society of Japan, or in-house by the breweries is not considered part of ingredients in the Liquor Tax Law. The technology to separate, culture and add yeast strains has been developed since the Meiji Period, and has become popular over time. Today, there are a few brands of sake “with no yeast added” but most sake undergoes fermentation with yeast added.**
Reference: The decisive factor of flavor? Learning about yeast used in sake brewing.
Lactic acid for brewing
Most sake has lactic acid for brewing added in the process of making the fermentation starter (shubo). Lactic acid provides, in shubo at the beginning of brewing, the acidic environment that prevents various unwanted bacteria from propagating and promotes yeast to cultivate. Called “sokujo,” it was invented in the Meiji Period and became popular in the Taisho Period, now is the mainstream method of sake brewing. Sake not specifically labelled “Kimoto” or “Yamahai” is basically made by this method.
Sake production using lactic acid for brewing includes fermentation method and compound method; although there are no significant differences as additives. Fermentation method is also considered a “chemical compound” in the Food Sanitation Act as it includes chemical processes such as esterification. Lactic acid for brewing, as with yeast, is not counted as an ingredient under the Liquor Tax Law (kimoto and yamahai fermentation starters contain more lactic acid than the sokujo starter).
Lactic acid bacteria
Instead of refined lactic acid, cultured lactic acid bacteria can be added; the lactic acid produced from the bacteria makes the fermentation starter acidic. This method is rarely employed, and has various monikers: “Sanki Amazakemoto (acid radical amazake fermentation starter),” “Nyusankin Tenkajikomi (Lactic acid bacteria-added brew),” and “Kimoto sokujo.”
Adjustment to water for brewing
Brewers are allowed to use additives to compensate for lack of components that promote fermentation in the water for brewing, or shikomi mizu. Our past article stated:
Water for brewing sake should contain as “required inorganic salinity,” potassium, magnesium, and phosphorus that are necessary for propagating yeast. To supplement these, brewers are permitted to add to the water for brewing magnesium chloride, acidic potassium phosphate, among others. When the water for brewing lacks these materials, their addition can stimulate fermentation, and only the amount needed for that stimulation is permitted.
Components of sake brewing water is different in each brewery, and there are opposite cases from the above where iron or other components may be removed. Given this context, it is not common to take adjustment to water components as using additives.
Summary
Sake is basically made from rice, rice koji and water. This article examined how other ingredients and materials may go into making sake. It depends on the consumer to feel uncomfortable about one or more of these ingredients. There are many who may resist all of such ingredients except yeast, or others who are not taken by specific kimoto or yamahai flavors that come from natural lactic acid bacteria.
Many technologies have been developed since the birth of sake until today. Brewers’ techniques to produce delicious sake within the restrictions of “not using additives that are not required to be included in the label” are commendable. Nevertheless, the author believes that there should be room for other brewers that believe in “using all the technologies available in order to make delicious sake.” What is important lies not in what ingredients are used, but in what the philosophy behind the use is—would you agree? The author hopes that the knowledge of additives leads consumers not to deny them, but to understand the brewer’s intent in producing the product.
Reference: “Nihonshuyo Shizai Q&A,” Jozoyo Shizai Kikaku Kyogikai ed., p39, 66(Brewing Society of Japan, 1999, 1999)
Pickup Articles



2019.01.18

2019.01.25
Trending Articles




Popular Articles
Recent Articles