2022.04
01
Kimoto - Traditional sake brewing method since Edo Period
“Kimoto” and “kimoto method” often appear on sake labels. It is known that these words indicate a special brewing method, but few may be able to explain in details what it actually entails, and how it affects the flavor.
This article explains what “kimoto” is—difference from other methods, its process in detail, as well as the typical flavor profile of kimoto sake and how to enjoy it.
- What is kimoto? Its history and characteristics
- Kimoto fermentation starter process that spans almost a month
- Day1: Ikemeshi (“buried” rice), shikomi (mashing), temoto (hand-mixing)
- Day 2-3: Motosuri (yama-oroshi, pole-grinding), motoyose (putting together separated mash)
- Day 3-4: Utase (cooling)
- Day 5-12: Hatsudaki (first heating) to maedaki-kikan (preliminary heating stage)
- Day 13: Fukure (swelling)
- Day 14-18: Wakitsuki (start of full-blown fermentation), wakitsuki-yasumi (end of heating stage)
- Day 19: Wake (cooling by dividing the mash)
- Day 21-: Karashi (conditioning period)
- Characteristics of kimoto flavor profile and how to enjoy it: Ultimate heated sake to enjoy its richness
- Summary
What is kimoto? Its history and characteristics
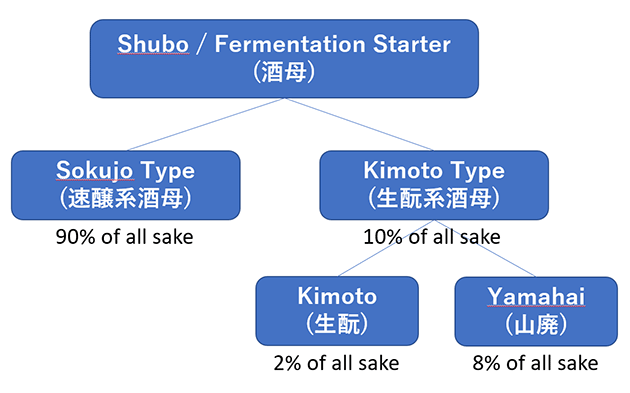
Kimoto (kimoto method) is a type of shubo (fermentation starter) method. Shubo is the liquid that grows yeast that generates alcohol, and constitutes the basis of sake.
The main methods of fermentation starter are "kimoto", "yamahai", and "sokujo". Kimoto is the most traditional of the three. The method requires making use of the power of nature and time-consuming manual work.
The method is said to derive from "kanjikomi-moto (winter brewing fermentation starter)" that was practiced from the beginning of the Edo Period, and to have been established by the Tamba Toji Guild before large-scale sake manufacturing started in the late Edo Period in Nada.
There are two defining characteristics of kimoto.
The first is to propagate lactic acid bacteria that reside in the brewery in the shubo and build an environment that is inhospitable for undesirable bacteria (making the shubo acidic). Because the method relies on natural lactic acid bacteria, it takes time and labor. Instead, sokujo method applies industrial lactic acid directly to fermentation starter to compress the shubo production period. Today, most sake is made using sokujo method, and only 10% is made with natural lactic acid bacteria.
The second main characteristic of kimoto is that it involves "yama-oroshi (pole-grinding)". In this process, the rice in the shubo is ground or mashed to help the rice dissolve. The goal of the practice was to avoid as much as possible propagation of other germs before the rice dissolved. In the old days, the quality of rice and rice polishing technology were not as developed, which meant a longer time to wait for the rice to dissolve, and a higher risk of inviting contamination by unfavorable bacteria before the rice’s dissolution.
With the later development of sake-specific rice varieties and better rice polishing technology, and a technique called mizu-koji (water koji) by which enzymes from koji is integrated into the water added to the fermentation, maintaining sake quality no longer required the laborious yama-oroshi. "Yamahai" refers to the new method that similarly takes advantage of natural lactic acid bacteria but does away with the pole-grinding--yama-oroshi haishi (abolishing the pole-grinding). The analysis at the time when this method was established discovered that kimoto and yamahai method sake consisted of the same components.
Nevertheless, there are brewers who believe that the process of yama-oroshi affects the aroma and flavor of sake, and insist on maintaining the kimoto method. Nowadays, sake made using kimoto method is said to constitute about 2% of all sake.
Kimoto fermentation starter process that spans almost a month
Making the kimoto method shubo extends for about a month. The process itself is quite complicated, but let’s look at it step by step.
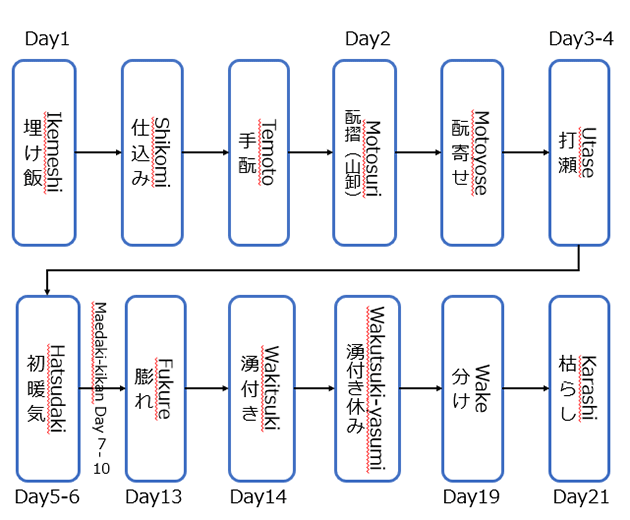
Day1: Ikemeshi (“buried” rice), shikomi (mashing), temoto (hand-mixing)
<Ikemeshi ("buried" rice)>
After cooling the steamed rice to 30-40 degrees Celsius, it is placed in hangiri ("half-cut") tubs or wrapped in straw mats, then covered with more straw mats to keep the temperature, and slowly cool down for 12-16 hours. Taking a long time to cool the temperature produces rice with a hard core that is favorable to the kimoto method.
<Shikomi (mototate, mashing)>
Place cooled steamed rice, koji, and water into shallow tubs called "hangiri (half-cut)" and mix. Hangiri tubs are small in capacity, so depending on the size of operation, 5-20 tubs are required.
<Temoto (hand-mixing)> After a few hours from shikomi, when the rice has absorbed plenty of water and looks full, the mash is mixed by hand or using a wooden board to even its consistency and soften the rice.
Day 2-3: Motosuri (yama-oroshi, pole-grinding), motoyose (putting together separated mash)
<Motosuri (yama-oroshi, pole-grinding)>
After half a day from the shikomi stage, the mash is ground using kai (wooden poles). As the saying goes, "don't crush with poles, let koji dissolve the rice," it's important to "rub" but not completely mash the rice. This encourages dissolution of rice.
The brewing staff will form groups of 2 or 3 people and work on all the tubs 3 to 5 times intermittently. The amount of time they put to the work is about 10-15 mins for the first grinding, then 5-10 mins from then on. The laborious work takes place in the coldest of winter and lasts for the entire day.

<Motoyose (putting together separated mash)>
After pole-grinding, the contents of two tubs are put together, then the next day and the day after the same step is repeated (called "orikomi (folding)") until all portions are placed into the shubo tank.
Day 3-4: Utase (cooling)
Maintaining the temperature of shubo at 5-6 degrees Celsius, the mash is mixed for about 3 days to promote koji to dissolve rice. When rice dissolves, it produces sugar that microbes feed on, and nitrate-reducing bacteria that can survive in low temperatures generate nitrous acid that prevents undesirable bacteria from propagating. Lactic acid bacteria are resistant to nitrous acid and multiply feeding on sugar.
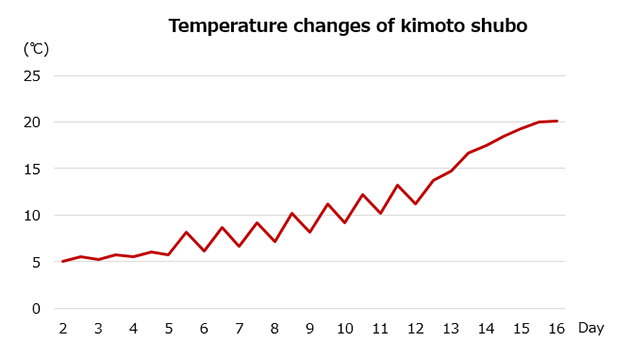
Day 5-12: Hatsudaki (first heating) to maedaki-kikan (preliminary heating stage)
Shubo is stirred with daki-daru (hot-water container) to raise the temperature and promote dissolution of rice (saccharification). Lactic acid bacteria feeds on the sugar and multiply to produce lactic acid.
Synergy between nitrate-reducing bacteria and lactic acid kills off wild yeast and film yeast that cause lower sake quality. Later, as more lactic acid is produced, nitrate-reducing bacteria die, too.
Temperature is manipulated during this time in a zig-zag manner to go up 2-3 degrees with the hot-water container, then down 2-2.5 degrees before the next day's heating.
Day 13: Fukure (swelling)
When the enemy of shubo, nitrate-reducing bacteria are exterminated, and sugar and amino acids that yeast feeds on accumulate, sake yeast comes into the picture. Cultivated yeast or ambient yeast may be added. Yeast multiplies and produces carbon dioxide gas, raising the content of the tank—this is called "fukure (swelling)."
Day 14-18: Wakitsuki (start of full-blown fermentation), wakitsuki-yasumi (end of heating stage)
<Wakitsuki (start of full-blown fermentation)>
More vigorous multiplication of yeast and fermentation generate more carbon dioxide gas, making the surface of the shubo bubbly. The temperature is raised to around 20 degrees Celsius to propagate yeast even more. Alcohol produced by yeast kills off lactic acid bacteria.
<Wakitsuki-yasumi (end of heating stage)>
When yeast activity and fermentation become vigorous, yeast produces heat and there is no need for human intervention. There is “nukumi-tori daki (heating to about 30 degrees Celsius)" that can be applied at this timing as opposed to maedaki at an earlier time but it seems to have fallen out of practice.
Day 19: Wake (cooling by dividing the mash)
Temperature keeps rising, making it more difficult for yeast to be active. Shubo is cooled to maintain yeast's activity.
Day 21-: Karashi (conditioning period)
The shubo is complete and will be matured for 1-2 weeks. This maturation adjusts the yeast activity to be suitable for the main fermentation.
Characteristics of kimoto flavor profile and how to enjoy it: Ultimate heated sake to enjoy its richness

The appeal of kimoto sake is the mild acidity produced by natural lactic acid, complex flavor with depth, and robust aftertaste called "oshiaji".
Its characteristic rich aftertaste is attributed to high peptide concentration. Peptide is a broken down unit of protein before being further broken down into amino acids. Kimoto sake contains more peptide than sokujo sake, and this is said to partially explain "oshiaji".
Also, lactic acid bacteria in kimoto shubo produces D-amino acids which may account for the rich flavor and depth.
Reference: Haruhiko Mizoguchi. 2013. "Quality of Sake Characterized by Lactic Acid Bacterial Flora in Traditional Yeast Starter (Kimoto)" (The Journal of the Brewing Society of Japan, Vol. 108, Issue 6.)
It depends on the brewery and their detailed processes, but generally speaking, yamahai sake tends to result in a stronger, rougher flavor, whereas kimoto sake, compared to yamahai, tends to be cleaner and softer.
To enjoy kimoto to the fullest, heating is the ultimate choice. A lot of kimoto sake performs better with its depth of flavor when heated. On another note, kimoto nama-zake (unpasteurized sake) could very well be enjoyed chilled. Try different kinds of kimoto sake in many different ways.
Summary
Kimoto is a traditional method of shubo making. It takes time and labor, but there are abundant followers for its natural acidity, rich flavor and deep aftertaste.
Kimoto sake consists of 2% of all sake. Drink and think about the thought brewers put into it. It may be interesting to drink sake from the same brewery but made by different methods.
References:
(1)Sake Glossary by the Society for Nada Sake Research. "Kimoto-kei shubo/kimoto"
(2)Hiroshi Uehara. 2015. Junmaishu Takumi no Waza to Dento. Kadokawa Sofia Bunko. (3)Haruhiko Mizoguchi, and Shodo Hara"A Theoretical Consideration of Kimoto Making"(The Journal of the Brewing Society of Japan, Vol. 105, Issue 3., 2010)
(4)Haruhiko Mizoguchi"Quality of Sake Characterized by Lactic Acid Bacterial Flora in Traditional Yeast Starter (Kimoto)"( The Journal of the Brewing Society of Japan, Vol. 108, Issue 6.)
Pickup Articles



2019.01.18

2019.01.25
Trending Articles




Popular Articles
Recent Articles