2024.09
25
Dassai Achieves Its High Quality with the Largest Manpower in Japan - Asahi Shuzo, Yamaguchi
Dassai, produced by Yamaguchi Prefecture's Asahi Shuzo, is such a well-known a brand that many non-sake fans recognise the name; its popularity began to grow around 2010, and its production is now about 70 times higher than 30 years ago. The brewery used to be recognised as a small brewery located deep in the mountains, but by spring 2015, a new 12-story building took its place.
Due to its large production volume and advanced brewing equipment, people sometimes feel that Dassai is made entirely by machine, but we suspect something different, so we visited the brewery in Yamaguchi Prefecture to check it out.
Handmade with manpower
The Dassai brewery is a 12-story reinforced concrete building with a total floor space of approximately 127,000 square feet, and at the time of the interview in 2022, this main brewery and a sister brewery together produced 30,000 koku (5.4 million liters) of sake. The number of brewery workers involved in sake production was 160 at that time. This is more than three times the average number of brewers for a company of the same size (*1). These numbers continue to increase, but this alone shows that Asahi Shuzo has been able to make large quantities of sake utilizing sheer manpower.

(*1) Reference: National Tax Agency, “Overview of the Sake Manufacturing Industry (FY 2018 survey).

Rice washing is said to be the most important process in many sake breweries and execution of this process is critical for future steps in the brewing process.
Critical parts of the rice washing process are removing the bran and optimizing water absorption. This is achieved by washing carefully in small batches, which places a heavy burden on the brewers as production volume increases.
Despite requiring such demands , Asahi Shuzo washes all rice in small batches between 10 to 15 kg, then drains the rice, and soaks it. During the soaking process brewers keep a close eye on a stopwatch to set the water absorption target in 0.1% increments. At the time of this interview, about 10 tons of rice is being washed per day , which is approximately 1,000 batches per day. In each of the three workrooms, the person in charge repeats the same task over and over again for seven hours.

The next process, also requiring a large number of brewers, is koji making. The koji room is a vast all-stainless steel room with a row of toko (table) equipped with casters that automatically weigh the koji rice.

Workers take the steamed rice into this room, divide an equal amount on each table, and flatten it. Once the temperature reaches the target, they sprinkle the koji mold in two separate “tane-kiri” sessions.
In this room, all the brewers slowly move forward at the same speed to perform the tane-kiri process. The koji for all of the Dassai is made in this way by hand by human workers, and is not automated as in the case of most major manufacturers. The total amount of rice drawn into this room reaches 2,400 kg.

60 hours, an extraordinarily long koji making
On the second day, the process moves to mori, which involves dividing the rice that has been highly propagated by koji fungi into certain units and controlling them. In recent years, some sake breweries have begun to include state-of-the-art machines in this process, but Asahi Shuzo does not. In a dedicated room adjacent to the koji room, the boxes containing koji rice were tightly crowded together. Brewers control the temperature and humidity of each box here to create the ideal rice koji.

Notably, the time from bringing in the steamed rice to de-koji, where the koji rice is transported to the next stage, is the most time-consuming part of the process. Generally, the process takes around 48 hours, but Asahi Shuzo spends an average of 60 hours. 48 hours is considered efficient, but not ideal for sake brewing if the koji is not yet perfectly finished for the next turn. Dassai allows plenty of time, so that the ideal timing can be determined.
Quality control through data analysis and advanced equipment
From fermentation to pressing, the most sensitive task is controlling temperature. To achieve the ideal flavor and aroma in sake, it is necessary to to control the activity of the yeast, which converts the sugars, broken down from starch by the koji, into alcohol and carbon dioxide. In this process, the temperature of the entire moromi mash must be kept uniform. For efficiency, the brewing volume per batch should be increased, but this makes it difficult to achieve a stable temperature.
For example, the amount of rice used to make top-quality sake for competitions is usually 300 to 500 kilograms, or 1.0 to 1.5 tons for junmai sake.

Asahi Shuzo also brews sake with a total rice quantity of 1.0 to 1.5 tons: in their case, however, it is junmai daiginjo with a lower rice polishing ratio, in addition to a quantity of 30,000 koku. There are approximately 350 tanks, and in order to maintain full control of the vast amount of moromi, each tank is analyzed daily for six items: Baume (the ratio of sugar to Sake Meter Value), alcohol content, acidity, amino acid content, pyruvic acid and glucose.
The measured data is entered into a computer and analyzed. Printouts of tank-by-tank trends are printed out and pasted on the walls of the laboratory. Collecting and analyzing more than 300 samples every day is a daunting task.
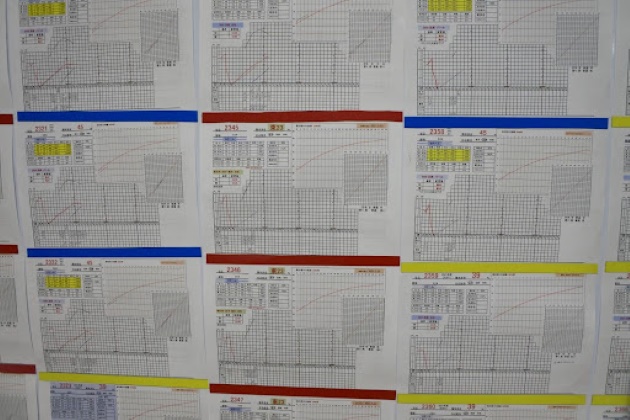
"When you look at the Boehme values alone, you might think it is better to lower the temperature, but when you look at the pyruvic acid and glucose values, it is actually better to raise the temperature,” said the brewer in charge of controlling moromi. “I am keenly aware of the importance of quality control based on data analysis.”
Chairman Hiroshi Sakurai, who has led the evolution of Dassai to its current state, states the following.
"The evolution of analytical technology has made it possible to reproduce the flavor of Dassai sake without any fluctuation in taste, no matter how many bottles are made. Everyone in the brewery can see this data and know what kind of judgment the person in charge makes in adjusting the product temperature and deciding the timing of pressing. The know-how of the brewing process is accumulated evenly among all brewers. In management terms, this means turning tacit knowledge into formal knowledge. Asahi Shuzo has a brewery manager instead of a toji, who is responsible for the production of the sake.”
Asahi Shuzo also spares no expense in investing in equipment to maintain quality. Their sake brewing is done in teams, with each tank manager responsible for half of the 300-odd barrels, and deciding when the best time to press. If the timing of pressing overlaps and one of them has to wait, there is a possibility that the quality will deteriorate during this time. Asahi Shuzo is equipped with 10 presses to prevent "traffic jams” caused by conflicts.

In principle, the pressed sake is bottled on the same day. However, depending on the condition of the sake, it may be bottled five days later, thus ensuring thorough manual control of the sake. The sake is then pasteurized and stored in a refrigerator at temperatures ranging from -5 to 0 degrees Celsius, waiting for the right time to be shipped.
Highly reproducible sake brewing
The author has observed the production process at many sake breweries, and the work at Asahi Shuzo is no different from that at popular sake breweries that produce 1,000 to 2,000 koku.
As sales grow, there is an urgent need to secure a production system to meet demand. However, if the quality deteriorates there is always risk it hurts the brand in the customer's eyes. Asahi Shuzo increased production by increasing the number of brewers and facilities while maintaining the same production methods.
On the other hand, because of the large number of brewers involved in sake production and the large volume of sake produced, a style that relies on toji’s feel and experience as in traditional sake breweries may result in a blurring of flavor. The introduction of thorough data analysis has made it possible to produce sake of consistently high quality even under this system.

Through meticulous data analysis and overwhelming manpower, the reproducibility of high quality Dassai has increased, and in 2023, construction of a 7,000 koku sake brewery in New York State, U.S.A., will be completed. In the U.S., as in Japan, they will employ the necessary number of brewers to establish a system of beautiful sake brewing that does not rely on machines, sticking to manual labor as much as possible.
The highly reproducible sake brewing of the global sake brand Dassai will be passed on to the next generation and to the world.
Brewery Profile
Asahi Shuzo
Address: 2167-4, Shutomachi Osogoe, Iwakuni-shi, Yamaguchi, 742-0422, Japan
Phone number: +81 827-86-0120
Founded year: 1948
Representative: CEO, Kazuhiro SAKURAI
Brewing Leader: Shohei Nagao
HP: https://asahishuzo.ne.jp
Pickup Articles



2019.01.18

2019.01.25
Trending Articles




Popular Articles
Recent Articles